
现如今大多汽车行业的变速器总成的差速器壳体与从动齿轮已经开始采用铆钉机连接工艺,相比以往螺栓连接方式,在变速器运行时承受的载荷发生交互变化情况下,具有联接强度稳定可靠、不易松动的优点。但目前此款变速器尚属于研发阶段,其工艺尚未成熟,差速器铆接缺乏专用铆接设备,只能通过传统工艺方式实现。针对上述问题,分析了施加压力过程中铆钉变形、应力分布以及变速器工作状态下铆钉受力等情况,采用合理的压床压力及施压方式并设计了专用铆钉机,在传统压床上实现了差速器壳体与从动齿轮的铆接。

1、铆钉机工艺应用分析
1.1 工艺技术
使用铆钉将两个或多个工件连接在一起的工艺方式称为铆接。其按应用情况分为活动铆接、固定铆接以及密封铆接。其工艺过程为:钻孔→锪窝→去毛刺→插入铆钉→顶模顶住铆钉→铆成形。20世纪60年代初,瑞士贝瑞克公司为适应大工业生产对高质量、高效率、低能耗、低噪声的要求,率先将摆动碾压原理运用于铆接行业。近年来随着对汽车经济性要求的提高,汽车总成的轻量化及材料连接质量倍受关注。铆接工艺以其连接强度高、适合结构复杂及异种材料零件间的连接、操作工艺简单等优点被逐渐用于汽车制造。
1.2 工艺的难点
a.以往自主开发的轿车变速器总成中,差速器壳体与从动齿轮采用螺接连接工艺,没有差速器铆接工艺经验。
b.缺少专业铆钉机设备,进行铆接工艺只能借助现有设备资源,对传统压床压力及施压方式的控制较难。
c.此款变速器目前尚属研发阶段,铆接工艺没有专用工装夹具,铆接质量较难保证。
1.3 工艺的条件
a.铆钉。必须保证铆钉杆长度适宜。铆钉杆过长,在铆接过程中会产生弯曲变形,甚至被多次施压而损坏。如果铆钉杆过短,则不能形成完整的铆钉头,且在铆接过程中发生被铆件损坏的问题。
b.孔径。铆钉在钉孔中不允许太松。钉孔直径以比铆钉杆直径大5%~7%为宜。如果间隙太大,即使形成外观良好的铆钉头,铆钉杆也可能是弯曲的,会削弱铆接强度。被铆件上钉孔的直线度也很重要,否则会出现铆钉倾斜、弯曲等缺陷。
c.工装。铆接工装必须具有良好的尺寸精度,铆接头表面具有较好的表面质量。铆接装置、支撑工具中心线与铆钉轴心线必须在一条直线上。
否则形成的铆钉头将偏离铆钉轴心线或与铆钉杆成一角度,出现被铆件表面损伤的问题。
d.装夹。被铆接工件夹紧力必须适当。如果被铆接件在铆接过程中没有完全夹紧或夹有铁屑等异物,可能出现铆钉膨胀、板材之间出现缝隙或伞形凸起等情况,使铆接装配失败。如果工件夹紧力过大,工件上铆钉孔周围板材局部受挤压,将形成材料的局部凸起。
e.铆接压力。铆接压力必须合适,为形成铆钉头而进行的冲击次数也不能太多。过高的铆接压力会形成扁平铆钉头或产生与工件夹紧力过大同样的后果。而铆接压力太低,则不能形成良好的铆钉头,必须以增加铆接次数达到形成铆钉头的效果,从而极易造成铆钉头的硬化和碎裂。
2、 6MT差速器总成的铆接工艺
在6MT差速器总成试制过程中差速器铆接是关键工艺,实现该工艺具有一定难度。这种设计方法的可行性、工艺的合理性、工艺可操作性以及相应的保障措施等均需要在实践中探索和研究。我们对实现该工艺进行理论分析和试验验证。对铆接过程中铆接力的分布形式、材料变形趋势等进行分析计算。在合理利用现有设备资源情况下提出更改建议,并辅以设计加工专用的铆接工装,在普通压床上一次性成功实现了差速器壳体与从动齿轮的铆接工艺,突破自主研发变速器中差速器传统铆接技术的瓶颈。
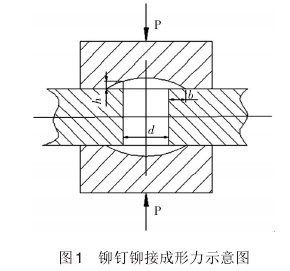
关于铆接成形力计算方式,请下载附件:![]()
铆钉铆接成形力形式见图1。
2.2 差速器铆接工装设计
为确保在普通压床上实现差速器铆接工艺,除保证零件精度及压床适合的压力外,铆接工装的尺寸精度、材料硬度及表面质量也是影响铆接质量的关键要素。设计并制造了一套专用的差速器铆接工装(图2)。

为保证工装的强度,冲压部位的上冲头、下冲头、套及导柱材料采用了 T10A 碳素模具钢,淬火处理硬度 50~55 HRC,其余各零件材料采用 45钢,调质硬度28~32 HRC。对与两侧铆接头接触的上、下冲头表面进行研磨处理,以保证形成铆钉头的质量。
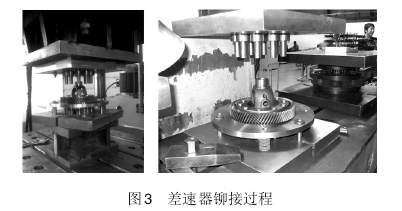
将下模板固定在压床工作台上,将导柱、套、浮动板、下冲头依据图纸依次利用过盈配合或螺钉紧固与下模板进行装配,上冲头与上模板进行压配后,将上模板固定在压床工作台。工作过程中,将从动齿轮与差速器壳体依次放置在下模板上,由铆钉对二者进行对孔连接固定,手动调整差速器壳体位置使各铆钉孔中心线与上冲头中心轴线对应在一条直线上,然后起动压床施加压力完成铆接操作(图3)。操作完成后,释放压床压力,利用弹簧将浮动板复位。
3、铆钉机质量及精度检测
3.1 铆钉机质量检测
a.表面铆接质量检验。铆接完成后对铆接表面进行检测,结果显示,铆钉未出现堆积、裂纹、划伤、差速器壳体与从动齿轮连接表面变形等现象,铆接部位表面光滑、连接可靠,铆钉头尺寸符合图纸要求。
b.试验验证。将变速器总成进行装配后,进行润滑、疲劳试验等台架测试项目。试验结果显示,差速器铆接质量较好,未出现开裂、松动等现象。
3.2 铆钉机精度检测
a.对差速器壳体进行全尺寸检测。其结果表明,相比铆接前壳体尺寸精度无变化,两侧半轴孔径同轴度,铆接前为 0.009 mm,铆接后为0.011 mm,符合图纸精度要求。
b.对从动齿轮铆接前后进行对齿检测。检测结果表明,从动齿轮铆接后齿形倾斜误差和齿向倾斜误差无变化,单一齿距误差无变化;周节累积精度铆接前为4级,铆接后为5级;径向跳动铆接前为3级,铆接后为4级。
上述差速器壳体及从动齿轮检测结果显示,所进行的零部件铆接工艺能够满足总成精度的要求。
4、结束语
利用普通压床进行差速器的铆接工艺,节约了专用铆钉机设备的购置费用,降低了新产品研发成本,结束了一汽集团自主开发的轿车变速器采用螺接的历史,积累了差速器铆接工艺的经验,为后续同类产品研发、试制及应用奠定了基础。
 |
|
华东区客服 华南区客服 全国客服 |
 |
 |