
该款液压铆钉机是我厂开发研制的一种汽车大梁专用铆接设备,它每分钟可铆接Φ12的铆钉12-15个,其社会效益和经济效益是非常显著的,是汽车行业一种理想的专用铆接设备。但是,该机一直存在着一个致命的弱点:即连续负荷工作4小时以上,液压系统的油温明显超过国家有关标准规定的油温标准(60℃) ,由此而造成的许多质量问题相继出现,如:油液长期处于高温状态,造成油液易变质;橡胶密封圈易老化、损坏,液压系统内外泄漏严重;更为严重的是,由于该机结构上是油泵浸埋在油箱的油液内,泵体长期处于高温状态,而造成油泵叶片、转子卡死折断,致使该机无法正常工作。因此,解决铆钉机液压系统的发热问题,是提高铆钉机的可靠性和稳定性的关键。
1铆钉机主要结构及发热源分析
铆钉机的结构布置如图1所示,主要由液压站、管路、悬吊装置、铆接钳组成。液压站通过管路和铆接钳相连,铆接钳悬挂在悬吊装置的下端,可围绕吊轴分别在水平和垂直方向作3600旋转,并随着吊梁上的滑车前后移动,方便铆接车架不同部位的铆钉。
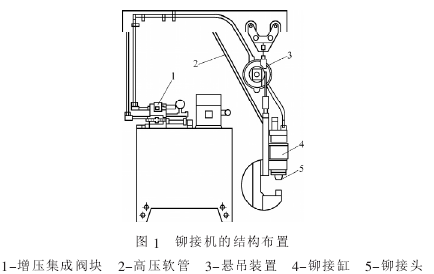
该机液压系统为增压系统,系统流量为39L/min ,油泵输出压力为6.3 MPa,增压比为1:5,工作频次为15次/min,压力控制阀和方向控制阀均为Φ10mm通径。其工作原理是油泵输出压力油经增压集成阀块1换向、增压后通过高压软管2进入铆接缸4,推动铆接头5向下铆接或返回。铆钉机铆接次数频繁,工作时间长,系统油温温升比较高,造成机器故障率高,液压系统泄漏严重,出现这些问题的原因,主要有以下几种情况。
1.1管道内沿程阻力、局部阻力大而摩擦生热
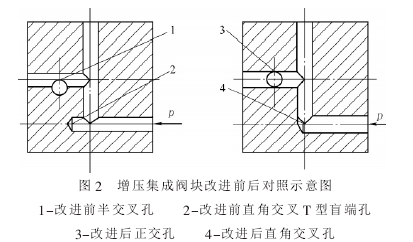
第一本机液压系统的核心部件增压集成阀块,既是增压油缸体,又是所有液压阀集成阀块体,内部孔道多、交叉多,结构非常紧凑、复杂,孔与孔间距小、通道长,设计的流道Φ10mm不符合流量要求,过流而积较小,孔道加工粗糙度高,孔内有严重的螺纹沟线和毛刺清理不干净,造成沿程阻力损失过大产生热源。另外零件设计中有过多的孔与孔半孔相通,甚至有的两孔相交其偏心率达60%,形成局部节流,造成局部阻力损失过大而生热;二是不按工艺、图纸加工,油孔的加工次序混乱,导致直角交叉油孔在相会处产生涡流严重,使液流呈紊流状态,导致严重生热。
第二本机的执行机构铆钳缸远离液压站,期间通过近十八米长的高压管道相连接,为了保证钳体轻巧灵活的移动,而选择了Φ10mm通径的高压软管管道,管道内流速高、摩擦阻力大,严重的增加了沿程阻力而摩擦生热。
1.2油箱内部结构设计不合理,散热性能差
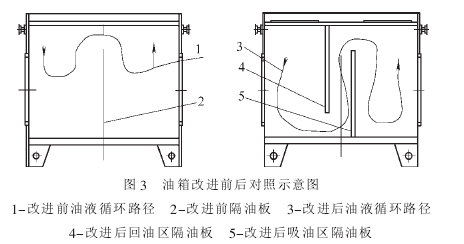
由于过去为了降低系统油温,曾经将油箱的容积扩大,但是回、吸油管没有相应加长,油箱内的隔油板又相对较低,造成油的流动性差,这样油箱内下部油液静比不参加循环,使油箱散热而积仅集中在油箱的上半部,油箱的下半部没有利用起来,散热性能差。
1.3液压元件性能差,造成局部生热。
由于本机工作时,当活塞杆带动铆头接触铆钉后,系统压力逐渐升高达到设定值,由压力继电器将压力信号转变为电信号传输给PLC控制液压元件执行增压动作,增压压力达到设定值时,仍由压力继电器发讯号,转换为铆头返回。这期间由于压力继电器的压力误差大、动态响应性能差,信号转化时间长,造成溢流阀长期溢流,从而产生大量的热。
液压阀选择的是国内某公司Φ10mm通径的换向阀,标定额定流量40L/min时,压力损失达到5bar,该系统的流量为39L/min,基本达到额定流量,如此大的压力降,将全部转化为热能。
详细的铆钉机液压系统的发热分析过程请下载附件:![]()
根据以上分析计算,我们对液压系统的结构做了以下改进:
(1)将连接管道改为外径较小耐高压的Φ13mm高压软管,提高了管子的过流而积,降低液流的流速,减小了由于沿程阻力而产生的热量。
(2)重新布置液压阀在增压集成阀块上的位置顺序,将增压集成阀块内部的流道直径提高到Φ16mm ,同时提高钻孔的尺寸精度,油道交叉处使两孔正交和近似圆角过渡,避免盲端T形状孔产生,减少涡流的产生(见图2),而巨将钻孔改为先钻孔后铰孔,提高内部管道的光洁度,降低沿程阻力和局部阻力,减少热源。
(3)油箱内设置两个隔油板,靠近回油区的隔油板4接近油箱上端,靠近吸油区的隔油板5接近油箱底端,两板之间是油流通道,这样把油箱分成两个独立的油区。系统回油先回到回油区,在隔油板的限制下,油液从回油区的上端流经下端再经过两板之间的通道进入吸油区的上端,然后通过吸油区下端的油泵口进入系统,使油液充分循环起来,油箱内部油温处处相同,充分利用油箱的表而积散热(见图3)。
(4)液压系统采用性能较高的力士乐系列液压元件。其小10mm通径换向阀的通流量为75L/min,在39L/min流量时,压力降为0.2bar,压力损失很小,减少阀的阻力生热;压力继电器的切换精度为1%,响应速度快。同时将溢流阀的溢流压力由6.3MPa提高到7MPa,压力继电器的压力仍然调定为6.3MPa,减少了溢流生热。
经过改进后,对铆钉机型进行了测试,经过5小时的负荷试验,油温由初始的23℃上升到45℃,完全满足国家对液压机系统油温的有关标准,并且整机噪声(75dB)也达到了明显的下降,比改进前降低了10dB,交付用户使用近一年来,液压系统的油温正常,用户反映良好,机器性能的可靠性达到了很大提高。
 |
|
华东区客服 华南区客服 全国客服 |
 |
 |