
攻牙机的扭矩可以在很大程度上直接或间接地反映振动攻牙的切削效果,如丝锥的磨损状态、切削液是否有效利用、断屑排屑效果、攻牙加工的质量等。所以研究振动攻牙中工艺参数对振动攻牙扭矩的影响,并在实践中指导工艺参数的选择有着重要的意义。

1、振动频率对攻牙扭矩的影响
振动攻牙中的振动频率是指丝锥沿圆周方向的振动频率,是影响攻牙机加工效果的一个重要因素。对于低频振动攻牙,其频率一般选择几百赫兹以下。频率对攻牙扭矩的影响作用如图 3.4 所示。
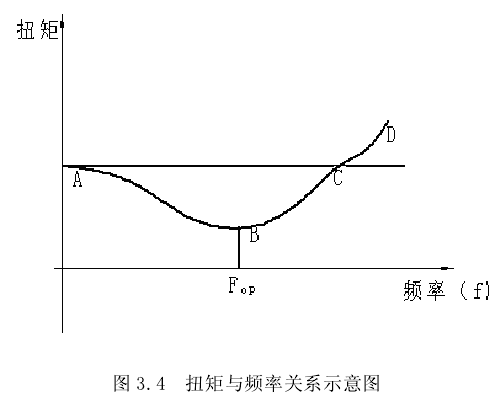
选择较高的频率可以获得更高的能量,减小攻牙扭矩(如图中 A-B 段)。但是频率过高,则丝锥对工件的冲击振动加强,丝锥与工件摩擦剧烈,尤其在加工钛合金等弹性模量小的金属时更是如此。这样会造成切削条件变差,攻牙扭矩会呈现上升的趋势(如图中 B-D 段)。对于特定的工件材料,频率过低,则近似于普通攻牙,不能体现振动攻牙的切削机理。所以存在一最佳频率 FOP 。许多学者也认为,对于不同的材料和攻牙直径大都有一个最佳攻牙频率。印度学者 PATIL.S.S 曾经对铸铁进行振动攻牙试验,振幅为 1mm,攻牙直径为 M10。实验表明,选用 50Hz 的振动频率,无论攻牙扭矩还是攻牙的轴向力都达到最小值。而对于在同等条件下对铝进行振动攻牙,则最佳频率为 31Hz 。
2、振幅对攻牙扭矩的影响
振幅过大,则每个周期的净切削量增大,降低了振动攻牙的效果,切削扭矩增大。振幅过小,则丝锥切削刃不足以克服工件材料的弹性变形而形成切屑。当频率过高时,为了保证合适的切削速度,则选用较小的振幅。反之,要选用较大的振幅进行振动攻牙。
3、切削速度对攻牙扭矩的影响
切削速度也是影响攻牙扭矩的一个重要参数。提高切削速度有助于塑性金属趋向脆性状态,减小塑性变形,改善了切削状态,减小了攻牙扭矩。切削速度过高,则不能满足临界切削速度的要求,刀刃与工件没有了分离的状态,形成了普通攻牙机的切削机理,切削扭矩增大。对于工件不动,振动源带动丝锥的振动攻牙,虽然不存在临界切削速度的限制,但由于切削速度过高,每个周期的净切削量增大,切削刃与工件的分离时间短,后刀面对已加工表面的重复熨压次数减少,切削液不能有效进入切削区进行润滑和冷却,也造成切削扭矩增大的趋势。切削速度过低,则每个周期的净切削过小,无法切除金属,对于弹性模量小,塑性大的金属更是如此。国内外的资料也表明,对于不同的工件材料,则最佳切削速度也不同。如在不锈钢上加工 M3 的螺纹,则最佳切削速度是 1m∕min。
 |
|
华东区客服 华南区客服 全国客服 |
 |
 |