
1、普通攻牙的切屑形成
普通攻牙机的切屑是在丝锥与工件接触并形成强烈挤压,产生大范围的弹塑性变形和大量的滑移变形后产生的。从丝锥接触工件到产生切屑的过渡过程,攻牙扭矩是从小到大变化的,并在连续切削时趋于基本稳定。但工件材料本身存在偏析、气泡、夹杂物等微观缺陷,使攻牙扭矩即使在稳定切削状态下也产生波动,这会引起丝锥作微小的颤振,使所得到切屑厚度不同,新生的表面粗糙不平。因此扭矩波形表现为在平均扭矩上叠加了复杂的交流成分。

2、振动攻牙刀齿的运动与切屑形成机理
振动攻牙时,丝锥相对工件作有公转的扭转振动,其切削齿的运动轨迹与切削扭矩之间的关系见图 3.5。其中,LG为扭转振动的回量;LT为每振动周期的纯切削量;t 为时间;θ为切削刃的角位移;M 为攻牙扭矩。
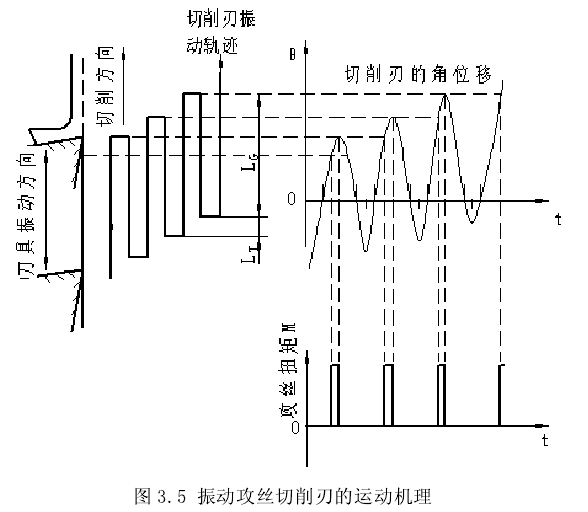
在每个周期中,刀刃只在很短的时间内进行切削。由于纯切削量 LT很小,当切削状态还在过渡阶段时,刀刃就开始回退并与切削区分离,从而形成瞬时脉动切削。因此切屑是在刀屑之间静挤压力和变形区域很小的冲击作用下形成的。攻牙扭矩理论上表现为图 3.5 所示的周期性脉冲波形,这与普通攻牙切屑的生成存在本质区别 。
3、振动攻牙的切屑类型
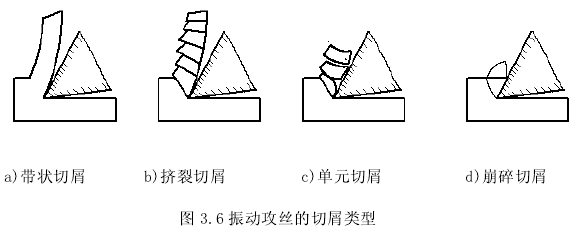
根据所加工的材料不同,振动攻牙所产生的切屑和普通切削基本相似,大致为以下四种:
3.1. 带状切屑
带状切屑是最常见的一种切屑(图 3.6-a)它的内表面是光滑的,外表面是有毛刺的。如果用显微镜观察,在外表面上也可看到剪切面的条纹,但每个单元很薄,肉眼看来大体上是平整的。
普通加工塑性材料常常出现这样的切屑,它的切削过程平稳,切削力波动较小,已加工表面粗糙度较小。攻牙加工过程中,由于属于半封闭的多刃切削过程,切屑在加工区内受到振动,所以不易形成此类切屑,从减小攻牙扭矩,提高加工精度的角度来讲,就是要尽量避免产生此类切屑。但是,对于塑性大的金属如钛合金也会产生这类切屑。
3.2. 挤裂切屑
如图(3.6- b)所示,这类切屑的外形与带状切屑不同之处在外表面呈锯齿形,内表面有时有裂纹。这类切屑之所以呈锯齿形,是由于它的第一变形区较宽,在剪切滑移过程中滑移量较大。由滑移变形所产生的加工硬化使剪切力增加,在局部地方达到材料的破裂强度。这种切屑大都在切削速度较低,切削厚度较大,刀具前角较小时产生。
3.3. 单元切屑
单元切屑的外观特点,是一系列互不相连的形状不规则的切屑单元,就像一堆形状各异的砂粒。从形成机理上说,它的形成过程是一个随机的(既不连续也不稳定)塑性流动过程。以很低的速度、很大的切削厚度和很小的前角切削塑性材料,往往可以得到这种单元切削。在切削过程中一般要避免产生此类切屑。
3.4. 崩碎切屑
在加工铸铁等脆性材料时常产生此类切屑。它的外观特点和单元切屑差不多,但是二者形成机理不同。崩碎切屑的形成过程是一系列随机的脆性断裂过程,几乎未受到塑性变形。
4、振动攻牙机的切屑卷曲机理
通过对铝合金(ZL102)、钛合金(TC4)、高强度钢(PCrNi1Mo)、不锈钢四种材料的振动攻牙与普通攻牙的对比试验,对其切屑进行观察发现以下特征:
(1)对于这四种材料,无论采用振动攻牙还是普通攻牙,生成的切屑类型均为挤裂切屑或单元切屑;
(2)对于挤裂切屑,采用振动攻牙方法生成的切屑尺寸比普通攻牙方法生成的切屑长,其卷曲程度没有普通攻牙切屑大。
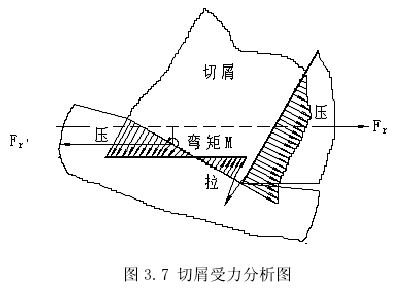
对于采用振动攻牙方法生成的挤裂切屑的尺寸要比普通攻牙方法生成的挤裂切屑要长这个特征,要从切屑的卷曲机理的角度进行理解。
无论采用何种加工方法切屑的受力如下图 3.7。
5、振动攻牙的断屑机理
对于难加工材料的小孔径攻牙,常常出现不容易断屑,切削扭矩增大,切屑堵塞,丝锥断裂的现象,严重的情况甚至不能加工。振动攻牙由于特殊的断屑机理,切屑容易生成和排出,如下图 3.8 所示。
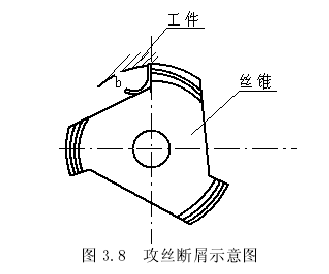
切屑 b 从刀刃沿前刀面流出。在加工不锈钢等材料时,由于材料的塑性很好,切屑不易折断。随着加工的进行,切屑 b 变长,并发生卷曲,形成连续的螺卷,充满容屑槽,造成堵塞。所以摩擦扭矩明显增大,严重的情况致使丝锥断裂。但是对于振动攻牙,可以促进断屑。其主要原因有以下两方面:
1)振动攻牙属于进-退-进的间断切削,在前一个周期的结束之际,即丝锥进行后退运动的初始时刻,切屑b 形成,并进入容屑槽。其长度大致与净切削量相等(前进量与后退量之差),如图 3.8 所示。在下一个周期,丝锥重新进入切削区,对切屑 b 会有一冲击作用,在此冲击作用下,切屑很容易从刀尖处断裂。不会发生卷曲。并且通过减小刀屑接触长度,还可以减小前刀面上的摩擦力和切削抗力。
不过,需要指出的是,回退过程对切屑向下的弯折作用,对高强度材料的攻牙可能存在不利的影响,对于一次后角不为零的丝锥可能会引起崩刃。
2)如果此冲击作用不能造成切屑的断裂,则随着切削的进行,切屑的长度就会变长,大于净切削量的长度。但是,同样由于丝锥存在着相对于切削运动的后退,在此过程中,容屑槽会对切屑 b 有一作用力,使得切屑断裂。
 |
|
华东区客服 华南区客服 全国客服 |
 |
 |