一、控制系统设计要求
数控机床的液压自动攻牙机模块一般都安装在由液压系统驱动的动力滑台上。动力滑台由液压传动系统控制,动力来源于液压泵,由PLC控制电磁阀,再由电磁阀通断来接通或断开油路,从而控制液压动力滑台运动的方向和运动的速度。液压泵电动机为通用型三相异步电动机,它的动作是单方向长时间动作方式;液压自动攻牙机模块的攻丝动作也是由三相异步电动机控制,但这台电机要求有正反转长时间动作方式,停止时候采用了全波整流能耗制动方式。
动力滑台的工作流程为:在动力滑台原点SQ1位置启动后,动力滑台快速向前运动碰到SQ2,动力滑台由原来的快进变成工进模式;动力滑台继续向前运动到达攻牙进给位置时停止向前运动,压合丝锥原位开关SQ4,转成攻牙主轴开始动作,主轴动作,丝锥离开原位向前攻丝,当攻丝牙到达规定深度时,SQ5动作,主轴快速制动;然后开始反转,让丝锥退出孔洞,当丝锥回到攻牙原点时,SQ4闭合,就要快速制动,与其同时动力滑台也要快速退回,回到动力滑台原点停下。在这个动作流程中,要注意SQ3的动作,在动力滑台向前运动时,碰到SQ3则是动力滑台前进到达攻牙位置,此时停止前时;而当丝牙加工完成后,丝锥退回原位后,碰到SQ3,则是动力滑台快速退回到原点。整个工作系统必须在液压泵电动机工作正常的情况下才能投入到工作。为了便于系统的调试,要求有手动操作功能。各种保护机制也要完善。
二、控制系统硬件电路的设计
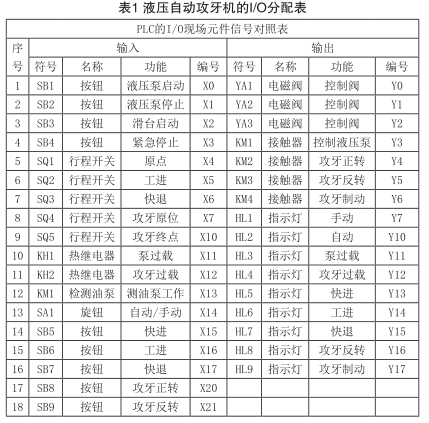
1、根据数控机床的液压自动攻牙机的设计要求列出了PLC的输入/输出分配表,如表1所示。
2、根据数控机床的模块液压自动攻牙机的设计要求,液压传动系统图如图1所示。
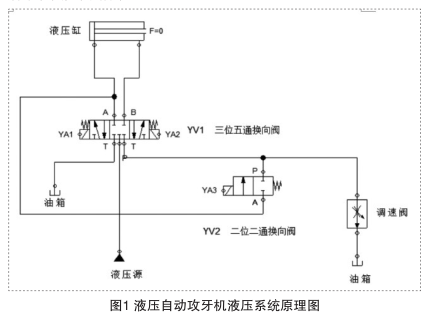
在这个液压传动系统中YA1和YA3同时得电为快进状态;YA1得电为工进状态;YA2和YA3同时得电为快退状态。
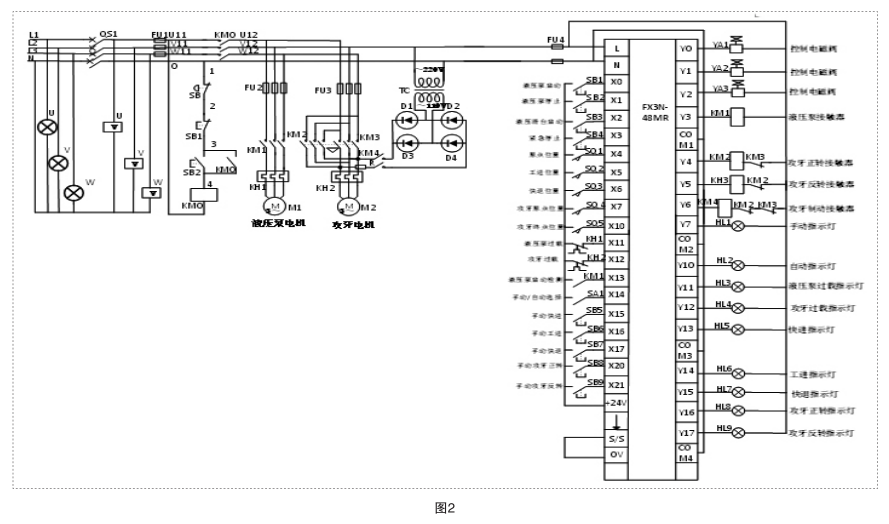
3、根据液压自动攻牙机设计要求所确定的I/O分配表所设计整个控制系统的PLC硬件接线原理图如图2所示。图中M2为自动攻牙机主轴电动机,M1为液压泵电动机,YA1、YA2、YA3为控制自动攻牙机的动力滑台电磁阀,R为能耗电阻,KH1,KH2为两台电动机长期工作提供过载保护。
三、控制程序的设计
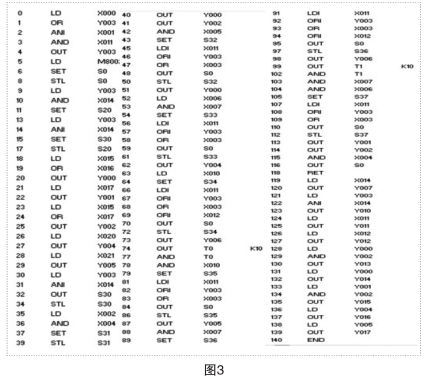
根据液压自动攻牙机的设计要求设计出指令表如图3所示。
四、程序解释
1、液压泵电动机M1的控制
在整个控制系统当中,首先要启动是液压泵电机,给整个系统提供液压油。按下启动按钮SB1,X0输入信号为ON,提供给PLC,经过程序运算,让Y3为ON,控制KM1接触器接通,让液压泵电动机M1启动连续运行。停止分成正常停止和故障停止,正常停止则是按下SB2,则X1输入信号为ON,这个信号提供给PLC,最终让Y3为OFF,让接触器KM1断开,液压泵电动机M1停止工作;故障停止是指当热继电器KH1动作时,X11的输入信号为OFF,这个信号进入到PLC,经过程序运算,让液压泵电动机M1停止运行,也会让所有步进停止下来。
2、各个控制单元的手动操作
当液压自动攻牙机系统启动以,首先我们要启动液压泵电动机,只有它起动了才可以选择工作模式,一个自动运行状态,另外一个手动调整状态。旋转SA1旋钮,让SA1处于闭合状态,此时处于手动工作状态。在手动工作状态下,按下SB5,则PLC的输出Y0和Y2得电,此时快进;按下SB6,则PLC的输出Y0得电,此时工进;按下SB7,则PLC的输出Y1和Y2得电,此时快退;按下SB6,则PLC的输出Y4得电,此时自动攻牙机正转;按下SB7,则PLC的输出Y5得电,此时自动攻牙机反转。
3、液压滑台和攻牙操作
当PLC输入点X13信号为ON,也就是说检测到液压泵电动机已经开始正常工作了,也就是允许液压滑台和攻牙机开始工作。液压滑台的工作,首先要按下启动按钮SB3,让输入信号X2为ON,这个时候液压滑台正好停止在原点的位置,此时活动步为S31,在S31步内完成接通Y0和Y2,接通电磁阀YA1和YA3,液压滑台处于快进状态,快速向前,到达指定位置碰到行程开关SQ2,输入信号X5为ON,此时活动步为S32,也就是断开Y0和Y2,再次接通Y0,让液压滑台处于工进状态;液压滑台以慢速向前移动,碰到行程开关SQ3,同时液压滑台也到达要攻牙的位置,碰到SQ4,电磁阀Y0断电,液压滑台停止向前,Y4为ON,接通接触器KM2,攻牙机向下运动开始攻牙。攻牙机向下运动到攻牙终点,压合行程开关SQ5,断开Y4,接通Y5,也就是攻牙机停止正转,接通制动回路,让攻牙机快速停止下来,另有一个定时器T0在定时工作,1S秒攻牙机开始反转,到达攻牙原点的时候,碰到SQ4,
攻牙机反转停止,开始制动,同时也有一定时器T1也开始工作,定时1秒后,开始执行快退程序,让Y1和Y2得电,也就是电磁阀YA2和YA3得电,液压系统处于快退状态,碰到原点行程开关SQ1,则这次攻牙结束。等待下一个动作周期的动作信号。
4、信号指示动作
利用各个信号的来源驱动对应指示灯。举例说明,旋转SA1,则X14为ON,接通Y7,驱动HL1,手动指示灯亮;旋回SA1,则X14为OFF,Y3常开闭合,串联X14常闭点,接通Y10,驱动HL2,自动指示灯亮。其余指示灯都是类似,这不一一说明 。
五、调试
按图1所示电气原理图在控制柜内接好线,将做好程序下载到PLC当中,
液压自动攻牙机符合预选设计思想,达到设计要求。



