
一、终铆温度对铆接质量的影响
车架在铆接过程中,终铆温度对铆接质量有着直接的影响。液压铆钉机在对铆钉压缩时,产生22~24吨的压力,致使被铆接件压合得很紧,如果使铆枪马上退回,铆接时间过短,终铆温度偏高,则由于铆钉温度高质软,又由于被铆接件产生回弹,而使铆钉被拉长,被铆接件接触表面出现间隙,造成铆接质量下降。
目前一些铆接没备,采用手动操作,控制铆钉机的进给、增压、退回几个动作,各个动作经常出现时间控制不准确。操作者工作紧张,精神高度集中,有时稍一疏忽,或操作方法不当,造成铆接时间过短,就会影响铆接质量。因此,在铆接过程中,留有保压时间,用设备控制铆接终了温度在最佳值,是保证铆接质量的重要一环。

二、最佳终铆温度的确定
1.理论分析
铆钉在被铆接(挤压)过程中,温度变化从高到低,其实质是铁碳合金(铆钉材科为15#钢)冷却结晶过程。从对铁碳合金状态图的分析和有关铆工工艺资料的介绍,15#钢锻造时始铆温度应该在1250℃,铆接温度不高于830℃,不低于700℃最为合适。因为在这个温度区间,15#钢处于奥氏体状态,其强度、硬度不高,塑性最好,对孔的充添性最好。而在700℃以下,钢的组织从奥氏体转变为铁素体和珠光体状态,强度、硬度大大提高,具有良好的机械性能,这时结束铆接保证了铆接质量。
2.试验证明
铆钉被铆接过程,也是钢件锻造,自然冷却过程。按照最佳终铆温度结束铆接,能够保证铆接质量在紧度上的要求(铆接标准规定,直径为20毫米的铆钉,铆后径向收缩量在0.11毫米以内)。
试验一:15#钢为材料的铆钉,在800℃一850℃结束铆接,冷却后测得钉杆径向间隙为(见图1):
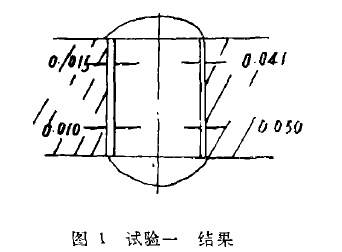
0.015+0.041=0.051(mm)
0.04+0.05=0.09(mm)
700℃--750℃结束铆接、冷却后测得钉杆径向间隙为(见图2):
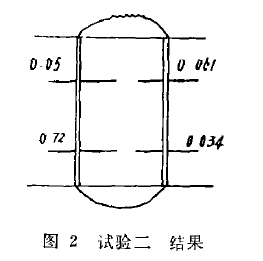
0.05+0.061=0.11(mm)
0.072+0.034=0.10 (mm)
三、设计方案及工作原理
为保证铆接终了温度在最佳值以内,解决液压铆钉在进给、增压、保压、退回的几个动作,采用人工控制,容易出现的铆接时间不一致,保压时间不能保证,而导致的铆接质量下降,我们在进行铆钉机一没计时,配备一定规格、数量的中间继电器,时间继电。
1.铆接工业前
首先按动控制台上的起动开关2A,使电源接通,交流接触器J。线圈闭合,触点接通,油泵电动机3带动油泵2运转。油液经由过滤器1-->油泵2、电磁阀6流回油箱自动卸荷,准备就绪。
2.自动进给
当铆接工作开始时,按动铆钳手柄上的器,变人工控制为自动控制。
设计方案:
在铆按工作中,要实现铆接,只要按动一下铆钳手上的按扭,就能自动实现一个铆接工作循环:自动进给-->自动增压-->自动保压-->自动退回-->自动停止。从而保证铆接质量。
工作原理:
参见图3和图4,以卧式铆钳工作说明如下。
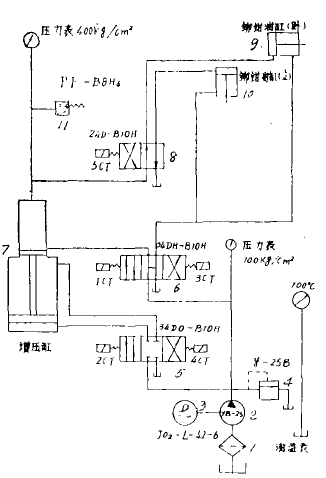
按钮4A,使中间继电器Ja电路接通,电磁铁2J线圈闭合,时间继电器SJ线圈闭合,进给开始计时。同时,电磁铁1CT通电,三位四通电磁换向阀6的阀芯移到右端位置,泵2输出的油液经过电磁阀6-->增压油缸上腔-->电磁阀8-->卧式铆钳油缸9推动活塞向右移动,实现自动进给动作(进给时间由时间继电器SJ调整控制)。
3.自动增压、保压
当白动进给动作结束时,由于时间继电器SJ的常开触点接通,又使电磁铁3J线圈闭合,触点接通,电磁铁2CT通电,三位四通电磁换向阀5的阀芯移到右端位置,泵2输出的油液经过电磁阀5进入增压油缸7的下腔,推动增压缸活塞前进,同时,由于增压缸活塞的上行,堵住了增压油缸上腔的进油门,使增压油缸上腔的油浪形成高压油,高压油浓又经二位四通电磁换向阀8进入卧式铆钳油缸,推动活塞前进,实现自动增压。在增压的一瞬间,由于压力继电器YT的作用,使时间继电器1SJ线圈闭合,常闭触点1SJ缓慢断开延时,实现自动保压。
4.自功退回
当保压动作结束时,时间继电器1SJ常闭触点已断开,致使电磁2J线圈断开,又使2J常闭触点接通。电磁铁4J线圈闭合同时,时间继电器2SJ通电开始计时,三位四通电磁换向阀5和6的阀芯同时移到左端位置,泵2输出的油浓经电磁阀5和6推动增压油缸和卧式铆钳油缸活塞回位,实现自动退回动作。
5.自动停止
当增压油缸、卧式铆钳油缸活塞回位后,时间继电器2SJ计时结束,触点自动断开,电磁铁3CT, 4CT自动断电,三位四通电磁阀5和6自动回位,液压铆钉机停止工作。
铆接结束后,按动控制台上的停止开关1A,切断电源,电动机,油泵停止转功。
6.说明
1.若是立式铆钳工作时,首先按动控制台上的起动、开关3A,电动机带动油泵运转,电磁铁1J线圈闭合,电磁铁5CT通电,电磁换向阀8的阀芯移到右端位置,其它毛作过程完全和卧式铆钳工作过程一样。
2,该机在铆接中,如发现铆接头与铆钉对中不好时,马上再技动一下铆钳手柄上的开关4A(或5A),铆接头就能立刻退回,再重新对中铆接。
 |
|
华东区客服 华南区客服 全国客服 |
 |
 |