
大家都知道,刀具设定仪最大的特点就是在工件的加工过程中,工件装卸、刀具调整等辅助时间,占加工周期中相当大的比例,其中刀具的调整既费时费力,又不易准确,最后还需要试切。这时刀具设定仪便显示出极大的优越性,下面我们了解一下刀具设定仪上滑套的数控加工分析。
一、滑套的结构特点
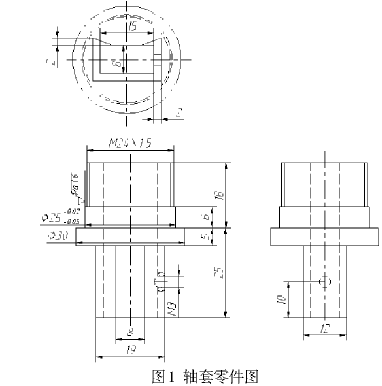
滑套是刀具设定仪上一个关键零部件,如图1所示,其结构特点是上面有螺纹M24,精度要求较高的外圆Φ25;有精度和粗糙度要求较高的内方孔。同时零件的一端是一个深长方体。上面有斜口与内方孔相通,整个零件的加工具有一定的难度。结合零件的形状特点与精度要求,我们决定在数控机床上加工,其中内方孔采用线切割与修磨的方法达到精度要求。
二、滑套的加工工艺
滑套的最大直径为Φ30,长度为43,我们采用Φ35×45的料调质处理二加工方案为:①数控车床上一次装夹,车端面:车外圆Φ30, Φ25,螺纹外圆:车螺纹M24× 1.5:钻中心孔及Φ6的内通孔。②数控车床上掉头装夹Φ25外圆(垫铜皮),车端面,使总长43到尺寸:车外圆Φ24,长度20。③数控铣床上装夹Φ30外圆(软爪),铣长方体19×12及斜口。④国线切割内方孔15×8,修磨内方孔达到精度及粗糙度要求。5台钻上装夹,钻孔,攻丝M3螺纹孔。
在数控铣床上铣长方体19×12时,深度为20,较深。我们采用了分层铣削的方法,每层的铣削深度为5mmn,同时留0.1mm余量;分四次把整个深度铣到后,最后20mmn深。刀把0.1mm的余量全部铣掉。这样既能顺利铣削,也能保证精度。
三、滑套的数控加工程序
在滑套的加工中用到了数控车、数控铣及线切割二数控车外圆中30, Φ25及螺纹 M24的程序如下(华中系统):
00001
M42 M03 5500
TO101 (90度车刀)
GOl X40 ZS F300
G80 X31 Z-24 F100
X29 Z-18
X26 Z-18
X25 Z-12
GOl X20 Z1
X23.8 Z-1
Z-12
X25
Z-18
X30
Z-23
X40
X00 X100 2100
T0202(螺纹刀)
GOl X30 ZS F300
682 X23.3 Z-12 F1.5
X22.5 Z-12
X22 Z-12
X21.8 Z-12
G00 X100 2100
T0200M30
数控铣床上加工长方体19x12及斜口的程序如下(华中系统):
00002
G90 G54 GOl X25125 Z30 F300
M03 S1000G01 Z-5 F80
GOl G4l X9.5 Y0 D1 F80
Y-6
X-9.5 Y-6
X-9.5 Y6
X9.5 Y6
X9.5 Y-7
GOl G40 X15 Y-10
X25 Y25
GOl G42 X9.5 Y6 D1
X0 Y2.545
X-9.5 Y-6
GOl G40 X-25 Y25
G00X50Y5OZ50M30
四、结语
在数控机床上加工滑套,大大提高了生产效率。一次装夹加工多个尺寸,零件的精度也得到了很好的保证。
 |
|
华东区客服 华南区客服 全国客服 |
 |
 |