
机械产品中的螺纹联接是非常广泛的.在成批和大量生产中,螺纹的质量(精度、形位公差和表面粗糙度)、生产效率、劳动条件和设备占地面积、操纵设备所要求工人技术等级高低等,都是衡量螺纹加工工艺水平高低的主要标志.
我国过去几十年来由于没有M16以上规格的立式攻牙机,因此在机械行业成批和大量生产中加工M16以上的螺纹,最先进的是采用半自动螺纹铣床和半自动螺纹车床(只适用加工有色金属零件),还有很多工厂采用普通车床“挑扣”或利用立钻进行攻牙……这些螺纹加工工序最大的问题就是加工质量差、生产效率低、工人工作条件不好、作业面大等等.该立式数控系列攻牙机有效地解决了上述问题,并给内螺纹加工新发展起来的挤压丝锥新工艺的推广应用提供了可靠保证.
娄星机械从事攻牙机的研发与生产有多年的经验,目前所生产的攻牙机,自动攻牙机,数控攻牙机,气动攻牙机等产品被广泛应用于各行各业,下面介绍一下娄星机械数控立式攻牙机系统设计与应用:

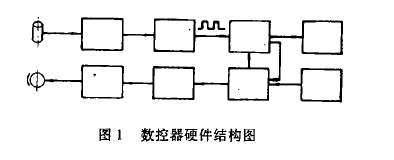
1、数控器的硬件结构
攻牙时工作台不作移动,只有主轴做正反向旋转运动和轴向移动,数控器主要完成这两种基本功能,故为简易的数字控制.其硬件结构如图1所示.
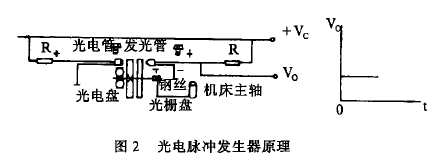
2.1光电脉冲发生器
它由发光二极管、光栅盘、光电盘、光电管等组成,如图2所示.当机床主轴移动通过钢丝带动发生器主轴转动时,光电盘随之转动,发光管所发出的红外光若透至光电管,光电管的阻值减小而形成短路,Vo输出低电平;若光线照不到光电管,光电管的阻值增大而形成开路,Vo输出高电平.于是引起光电管两端电压发生变化,这种变化的信号经电路整形放大后,输出矩形脉冲送至计数器进行逻辑运算.脉冲发生器在使用过程中,如果机床振动较大,使发生器的主轴也发生颤动,影响脉冲计数的准确性,通过在其主轴上附加一个阻尼弹簧便可消除计数紊乱现象.另外,拉紧钢丝的弹簧张力要足够,选用盘簧(发条)要比拉伸弹簧效果好.
2.2 D触发器的“ADD”、“SUB”互锁控制D触发器具有逻辑功能,它的输出端Q的状态随着输入端D状态而变化,但总输入端变化晚一步,根据触发器的1或O的状态来触发与非门&1或&2使之计数器进行加法或减法运算,其原理如图3所示.
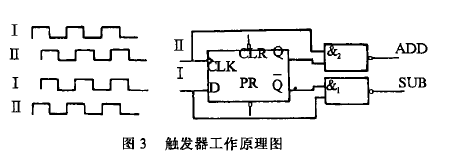
由脉冲发生器发出的两列脉冲,两者相位差90°,其中一列送到CLK端,另一列送到D端.
当机床主轴向下移动时,脉冲I送入D端,脉冲Ⅱ送入CLK端,此时Q端输出高电平,Q输出低电平,则与非门&1被打开,信号通过&1进行加法计算,而与非门&2被关闭,信号被阻断.
当机床主轴向上移动时,由原脉冲I变为脉冲Ⅱ,此时与非门&2被打开,与非门&1被关闭,计数信号则通过&2而进行减法运算.
2.3 尺寸参考点的设定
要控制内螺纹加工深度,必须设定尺寸参考点,即计数器的零点,由于被加工材料不同(导体和非导体材料),尺寸参考点选择也不相同,便有绝对控制和相对控制两种方式.
对于导体零件采用绝对控制,即丝锥与工件接触时为计数零点,对于非导体零件则采用相对控制,即丝锥离加工螺纹孔某一距离为计数零点,两种控制的线路原理如图4所示.
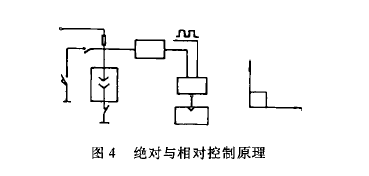
当K1闭合,K2断开时为相对控制,机床主轴向下移动某一位置时,通过进给轴上的凸轮压下微动开关SQ,输出电压Vo刀由高电平变为低电平,经过&4又变为高电平打开&3,计数信号通过也使计数器开始计数。当断开K1闭合K2时为绝对控制,刀具运动到与工件接触时,Vo刀输出低电平,信号通过&4和&3使计数器开始计数。
2.4攻牙过程控制原理
参看图1,攻牙之前,通过拨码开关对比较器预置加工深度值,当丝锥与工件接触或在某一位置进给轴上凸轮与微动开关接触的瞬间,计数器输入端的与非门打开,光电脉冲发生器的信号经过整形放大后送入计数器,并通过译码显示,将螺纹加工深度随时显示出来,计数器的信号同时送入比较器,与拨码开关的预置数值进行比较,当预置值与计数值相等时,比较器输出高电平,一路送入计数器锁住计数门,计数器停止计数,另一路控制中间继电器,使继电器得电吸合,常闭触点打开,常用触点闭合,电磁离合器换向,主轴反转并上移,直至回到原来位置,整个加工过程结束。
数控器的抗干扰能力要强,不然外来信号的影响,将使计数器不能正常工作,自行设计的数控器从本机需要的功能出发,成本低于外购的单板机。
3、攻牙机机构结构
攻牙机机械部分主要包括主轴箱、变速箱及工作台升降系统,如图5所示。主轴箱与台钻结构相似,操纵手柄或启动微电机可带动进给轴转动,再通过齿轮和套筒齿条可使主轴向下移动,”引扣”后,微电机关闭,靠丝锥螺矩导引自动走刀,主轴反转丝锥自动退到螺扣外,由发条盒中的发条作用力使主轴回到起始的位置,微电机由微动开关再次起动,进行下一次加工循环。这种主轴进给方式,不受加工螺纹螺矩改变的影响.其它攻牙机是采用配换齿轮的进给方式,当螺矩不同时需选用不同配换齿轮,以使主轴每转所移动的距离正好等于一个螺矩。
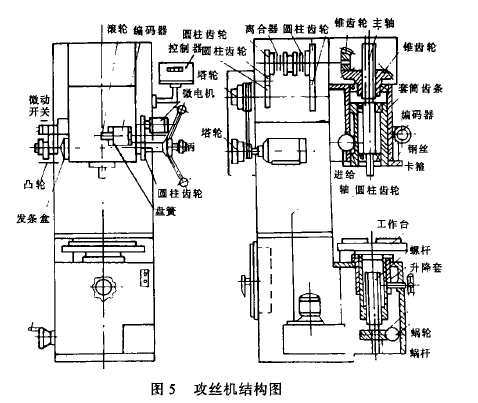
工作台的升降是通过蜗轮、蜗杆、螺杆及升降套的传动来实现的。这比一般蜗轮副及齿轮条的传动要省力.
4、使用效果分析
六年来,部分工厂使用的加多台攻牙机反馈信息表明:
(1)该攻牙机外形美观大方、结构简单、操作方便.安装好后当天就可加工合格零件,特别是采用相对数控换丝锥后不需要进行调整,因此有利于提高生产率.
(2)加工质量
①攻牙一次良品率>99%,由于攻牙大大地减少了废品,有利于降低工序成本.
②由于攻牙时,丝锥通过连接套管与主轴是浮动安装的,因此螺纹的轴线与端面垂直度的要求得到了可靠的保证.
③电磁离合器换向时间很短,故攻牙轴向精度较高,
再加上采用带合理角度螺旋排屑槽的丝锥能把大部分切屑在攻牙过程中排出,因此轴向精度得到了可靠的保证.
(3)生产效率高.班产是半自动螺纹铣床的3~6倍.
(4)价格便宜.
 |
|
华东区客服 华南区客服 全国客服 |
 |
 |