
1、自动攻牙生产线
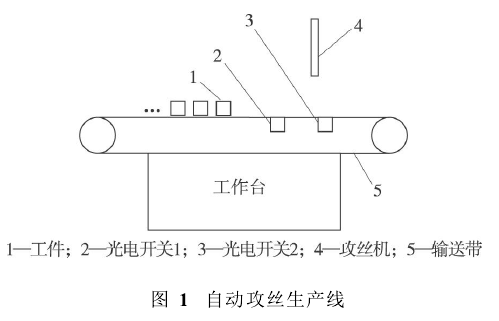
目前很多自动化生产线采用伺服电机作为驱动设备来满足工艺精度、加工效率和工作可靠性等要求,以提高整体自动化水平。利用PLC,伺服驱动器/伺服电机,光电开关等设计了控制系统,研制了自动攻牙生产线。自动攻牙生产线如图1所示,2个光电开关固定于工作台上,输送带表面中央有30个工件槽位,可以同时放30个工件以待加工,在生产过程中操作人员只需从工作台的左侧将工件逐个放到工件槽中即可,工件就会在输送带的带动下前行,走到光电开关1位置时,输送带减速,到光电开关2时,输送带停止,攻牙机下行对工件攻牙,完成加工过程。
2、 PLC与伺服系统的应用
从控制要求来看,PLC需要发脉冲给伺服驱动器,使伺服电机运转,选用欧姆龙晶体管输出的CP1L-L20DT-D型PLC。CP1L系列PLC最多可实现2轴脉冲输出,输出频率最大为100KHz。PLC发送的指令脉冲类型为CW/CCW脉冲。CW/CCW是双脉冲输出方式,两根线都输出脉冲信号,CW为正转脉冲信号,CCW为反转脉冲信号,两信号相位差90°,根据相位超前或滞后来决定旋转方向。

脉冲数决定电机转动角度,脉冲频率决定电机转动的速度。CW/CCW的抗干扰能力较强,传输距离较长。
伺服系统选用松下公司的MinasA4系列。松下A4系列伺服电机具有速度频率高,定位超调整定时间短,可实现高速定位的特点,控制精度高。在实际应用时与伺服驱动器配合使用,可接受外部脉冲指令和模拟信号的控制。伺服驱动器有很多参数,参数的设置值影响电机的转速,同时决定输入和输出接口中脉冲和方向的类型。
A4系列伺服驱动器的主要参数设置为:Pr41和Pr42分别为指令脉冲旋转方向和指令脉冲输入方式,设定值为0和1,表示选用CW/CCW脉冲输入方式;Pr48为指令脉冲分倍频第1分子,设定值为0,Pr4B为指令脉冲分倍频分母,即电子齿轮,设定值为2500,表示伺服电机每转一圈需要2500个脉冲。
PLC与伺服系统的接线如图2所示。图中伺服驱动器的主电源和控制电源为交流220V,CP1L输出端与控制信号接口所用电源为直流24V。CP1L根据要求发送脉冲,经过驱动器控制伺服电机运行。

系统具有手动和自动两种工作方式。手动时,按下启动按钮可以完成单个工件的加工过程。自动方式下,按下启动按钮后持续加工工件,工作流程如图3所示。

3、软件设计
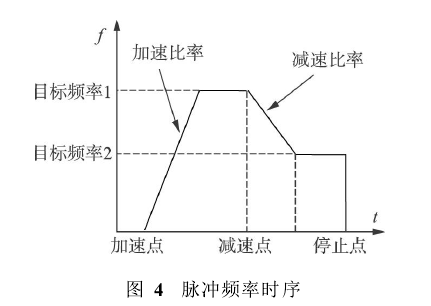
在工件加工时,CP1L向伺服驱动器输出脉冲,伺服驱动器控制电机旋转,带动输送带运行,图4为脉冲频率时序。开始时脉冲先从零加速至目标频率1,后匀速输出,在光电开关1处减速至目标频率2,再匀速输出,到光电开关2处停止脉冲输出,攻牙机动作,加工工件。
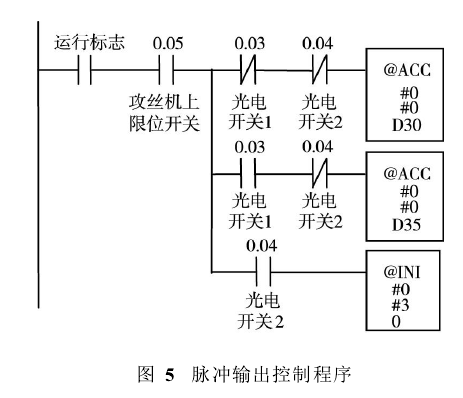
CP1L使用ACC指令进行脉冲输出的加减速控制,使用INI指令进行脉冲输出停止控制。脉冲输出控制程序如图5所示,第一个ACC指令为加速控制,加速比率为1KHz/4ms,目标频率为10KHz;第二个ACC指令为减速控制,减速比率为1KHz/4ms,目标频率为2KHz。ACC指令的第一个操作数#0表示选用脉冲输出0端口;第二个操作数#0表示脉冲输出方式为CW/CCW输出,指定CW方向,选用连续模式;第三个操作数表示设定表低位通道号,在其中设置加、减速比率及目标频率,可通过编程软件在PLC的DM区中设置。
4、结语
利用欧姆龙的CP1L型PLC控制伺服系统,将其应用于工件自动攻牙机生产线上,可对工件实现精确的定位,精度达±0.1mm,从而保证了攻牙机对工件的加工精度。
该方法实现简单,极大提高工作效率,取得了良好的效果,有较高的推广和实用价值。
 |
|
华东区客服 华南区客服 全国客服 |
 |
 |