
在成批和大量生产中,对于零件内螺纹尺寸大于M16的加工,目前主要是采用半白动车螺纹和半自动铣螺纹的方法,车螺纹精度高,但效率低;铣螺纹因梳状螺纹铣刀是环形齿,必须采用近似成形原理,故螺纹齿廓误差较大。
攻螺纹是效率最高的一种方法.但大尺寸的内螺纹在加工时切削扭矩大,冷却液润滑效果不好,影响着丝锥寿命和零件加工的粗糙度,所以国内生产的立式攻牙机只能加工M16及以下的内螺纹。

随着新牌号冷却液润滑性能的提高,同对选择合理的丝锥几何参数和稳定的热处理工艺.尤其采用涂层处理工艺可大大地提高丝锥刀具的寿命.这些为研制型立式攻牙机创造了有利的条件,使得加工最大内螺纹为M70x2时也能保证丝锥有较高的耐用性,从而满足了生产上的需要。
1、数控器的基本原理
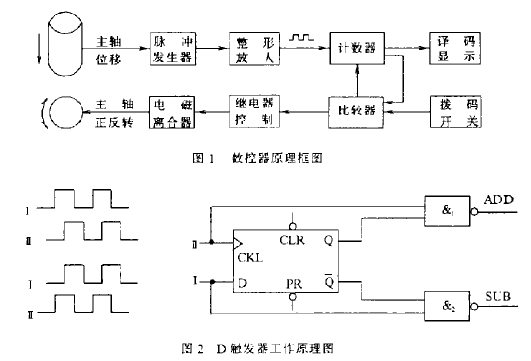
实现内螺纹攻削的方法较简单,所研制的攻牙机的主轴只要作正反向旋转运动和轴向进给运动便可实现攻牙的基本过程.数控器主要是完成这两种运动的控制,属于简易数控.数控器原理框图如图1所示。
图1中光电脉冲发生器在工作时,其发生器主轴下必须附加一个阻尼弹簧.以防止机床振动较大时引起发生器主轴颤动,从而影响脉冲计数的准确性采用磁尺取代光电脉冲发生器效果比较好,因为磁尺的抗振性较强。
为了说明数控器的工作原理,下面对O触发器和控制方式作一介绍。
(1) D触发器的“ADD”,“SUB”,互锁控制
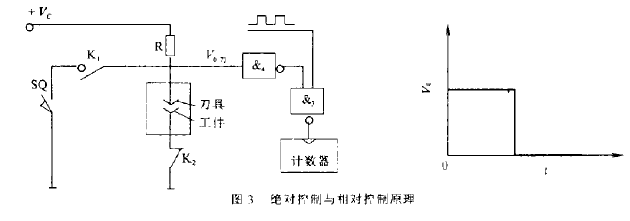
D触发器具有逻辑功能,它的输出端状态随着输人端状态而变化,但总比输入端变化晚一步,根据D触发器的I或O的状态来触发与非门&,或义,使计数器进行加法(ADD)或减法(UB运算,其工作原理如图2所示。
由光电脉冲发生器发出的两列脉冲,相位差为90°,其中一列送到CLK端,另一列送到D端。
当机床主轴向下移动时,脉冲Ⅰ送入D端.脉冲Ⅱ送入CLK端,此时Q端输出高电平,Q端输出低电平,使得与非门&1被打开,&2被关闭,则脉冲信号通过&1进行加法计数。
当机床主轴向上移动时,由原脉冲Ⅰ在前变为脉冲Ⅱ在前,此时Q端输出低电平,Q端输出高电平,使与非门&1打开,&2关闭,则脉冲信号通过&:2进行减法运算。
(2) 尺寸控制方式
要控制内螺纹加工的深度尺寸,应顶先设定尺寸参考点.即计数的零点.由于尺寸参考点的位置有不同的选择,也就存在绝对控制和相对控制两种方式。
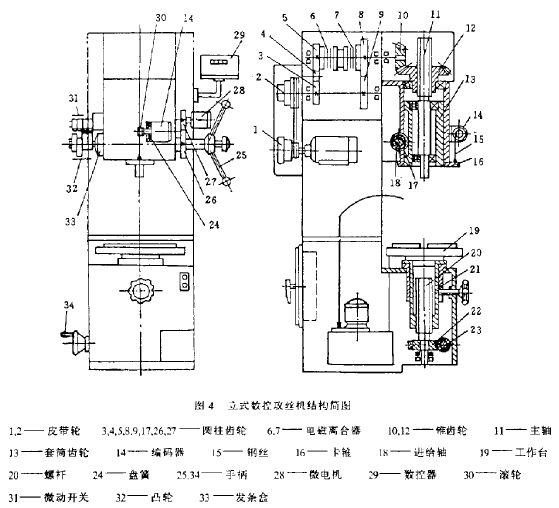
对于导体零件及盲孔螺纹,一般选用绝对控制,即当丝锥与工件相接触时设为计数零点,绝对控制在加工深度时精度较高,因为它不受定位误差的影响.对于非导体零件则要选择相对控制,即丝锥离加工螺纹孔端面某距离为计数零点.两种控制方式的原理如图3所示。
当K1闭合,K2断开时为相对控制,机床主轴11(见图4)向下移动到某一位置时,其进给袖18上的凸轮32压下微动开关SQ,则输出电压V0由高电平变为低电平,经过&4又变为高电平而打开&3,信号通过&3使计数器开始计数。
当断开K1闭合K2时为绝对控制,丝锥向下移动到与工件接触时,V0为低电平,信号通过&4和&3使计数器开始计数。
(3) 攻牙过程的控制原理
攻牙过程的控制参见图1.攻牙之前,通过拨码开关对比较器预置螺纹加工深度值,当丝锥与工件接触或凸轮与微动开关SQ接触的瞬间.计数器输人端的与非门打开,光电脉冲发生器的信号经整形放大后送入计数器,通过译码显示,将螺纹加工深度值随时显示出来,计数器的信号同时又送人比较器,与拨码开关的预置数值进行比较,当预置值与计数值相等时,比较器输出高电平,一路送人计数器锁住计数门.使计数器停止计数;另一路控制中间继电器,使常闭触点打开,常开触点闭合.电磁离合器换向,主轴反转并上升到原位,计数器显示为零。
2、机械结构特点
由图4可见,本机机械结构特点有以下几方面:
(l)主轴正反转是通过从国外引进的EKE型电磁离合器6和7的换向来实现的,它比可逆调速电机换向成本低,比可逆异步电机换向时间短、惯量小.但其主传动系统要比后两种换向方式复杂些。
(2)主轴的进给传动与台钻相似,即操纵手柄25(调整时用)或通过凸轮32与微动开关31相接触来启动微电机28带动进给轴18转动,再通过齿轮17和套筒齿条13使主轴11向下移动,丝锥引扣后微电机停转,靠丝锥螺距引导自动进刀.当主轴反转后,丝锥自动退到螺纹孔外,再由发条盒33中的发条作用力使主轴回到起始位置.此时微电机28再次启动,进行下一次进给运动。
这种进给传动是和主传动分开的,不受加工螺纹螺距改变的影响.否则,在进给传动路线上必须根据螺纹螺距的大小来选用配换齿轮,以使主轴每转所移动的距离等于一个螺距,不然会出现乱扣现象。
(3)攻牙机工作台的升降机构是三级增力传动,即通过手柄34,蜗轮副22和23及螺杆20来实现的.这比一般由手柄,蜗轮副,齿轮齿条一级增力传动要省力,而且结构也紧凑。
综上所述,这款数控攻牙机系统总的特点是结构简单,造价低,而且运动可靠。
 |
|
华东区客服 华南区客服 全国客服 |
 |
 |