
铆钉机是利用铆钉将2 个或2个以上的元件连接在一起的一种不可拆卸的静连接,铆钉机由于工艺简单,连接可靠,抗振、耐冲击性较好,广泛应用于建筑“汽车”桥梁等方面。但在实际应用过程中,也会存在铆接设计不合理或现有设计条件较差,正常设计不能满足铆接强度或铆接抗冲击性要求的问题,此种不良情况将对产品总成的品质造成一定的负面影响。

1、传统铆接方式
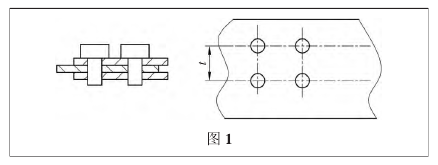
对铆接孔间距设计和铆接厚度、铆钉直径及长度等都有一定的要求和限制。
铆钉间距为t,其中最大允许距离(构件受拉)为16d0或248δ(d0为铆钉孔直径,δ为较薄板的厚度),最小距离为3.5d0。
铆钉长度l=1.12Σδ+1.4d(钢制),l=Σδ+1.4d(有色金属)。d为铆钉直径。
铆接厚度一般规定不大于5d,被铆接件的零件不应多于4层,在传力铆接中,排在力作用方向的铆钉数不宜超过6个,且不应小于2个。
冲孔铆接的承载能力比钻孔铆接的承载能力约小20%因此冲孔的方法只可用于不受力或受力较小的构件铆接材料一般应与被铆件相同,以避免因线膨胀系数不同而影响铆接强度。
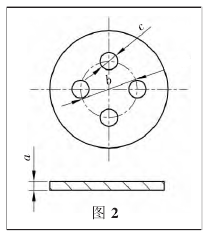
在实际应用中有些设计环境(如图2)不能满足以上条件时,就易产生设计寿命和强度无法满足的情况当铆接结构为多个铆钉时,第一个铆钉铆接之后,可能会导致未铆接部分铆接零件与铆钉不垂直,铆接过程中易将铆钉表面划伤并将划伤的部分夹在零件之间,最终影响零件铆接强度。
2、提高铆接机强度解决方案
键连接是通过键来实现轴和轴上零件的周向固定以传递运动和转矩,有些类型的键还可以实现轴向固定和传递轴向力、轴向动连接等。
键连接为多齿工作,承载力大,对中性、导向性好,齿根较浅,应力集中较小,矩形花键加工方便,能用磨削方法获得较高的精度。
根据以上情况,突破传统的圆柱铆钉铆接模式,将多个圆柱铆钉铆接更改为单个花键铆钉铆接,以应对面积较小的铆接设计环境,提高铆接强度和寿命。
3、花键铆钉设计
花键的铆接面尺寸通常根据轴的直径和具体工作情况选取:
式中:T为传递扭矩,N•mm;:为花键的齿数;l为齿的工作(配合)长度,mm; dm为平均圆直径,mm,矩形花键dm‑=(D+d)/2,渐开线花键dm=D,D为矩形大径、渐开线花键分度圆直径,mm; h为键齿工作高度,mm,矩形花键h=(D-d)/2-2c(c为倒角尺寸),渐开线花键h=m(a=30°),h=0.9m(a=37.5°),h=0.8m(a=45°),m为模数;φ为各齿间载荷不平均系数,一般取φ=0.7~0.8,齿数多时取偏小值;σpp为花键连接许用挤压应力,MPa。
选用矩形花键即可满足要求,推荐花键基本尺寸为11×13×3,该系列尺寸从设计空间考虑可以满足要求。
实际生产中,铆接机油压的范围为0.6~2 MPa以上铆钉基本尺寸如选用钢材,现有铆接设备无法满足铆接强度,故选用有色金属。
常用有色金属为铜、铝、镁、钦等,其中适合大批量生产且价格经济以铝为首。240MPa。6061用于中等强度,在-70~+50℃范围内工作,
并且在潮湿和海水介质中具有合格的耐腐蚀性能。其焊接性能和冷加工性能优良,故考虑采用为铆钉材料。
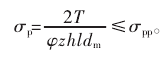
为使其铆接性能满足用于油压较小的铆接机,降低铆钉厚度,设计的铆钉结构如图3所示。
4、设计验证
通过实验验证该铆钉设计能满足要求:
1)抗拉强度。采用万能油压机对铆接后的产品进行破坏性实验,拉脱力均大于15kN,抗拉强度均满足要求。
2)抗剪切强度。在2940 N的冲击作用力下,用特定实验工装进行抗剪切强度测试,经过20 000次冲击,铆接前后角度变化在0.1°范围内,满足使用要求。
5、结论
将传统的圆铆钉铆接模式经过材料和结构的重新设计,设计为花键型铆接方式,满足了铆接空间小要求强度适中的设计环境。
 |
|
华东区客服 华南区客服 全国客服 |
 |
 |