
攻丝机是机械加工经常使用的一种设备。以往攻丝机多采用人工手动方式,效率低且精度不高,不能满足当代高效生产的需要,当前迫切需要一种高效率、高精度的自动攻丝机技术。采用台达可编程控制器(PLC)、伺服系统、触摸屏等器件开发了自动攻丝机控制系统,经过调试已投入使用,整个系统具有效率高、精度高、可靠性强等特点。
1自动攻丝机工作原理
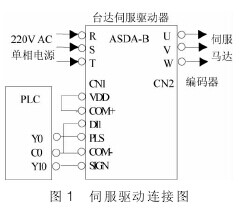
在触摸屏上设置牙深、牙距与速度等攻丝参数,采用台达下P04G-AL2型触摸屏。PLC发脉冲给伺服驱动器,采用台达晶体管输出的DVP12SC11下型PLC。此系列PLC最多可实现2轴脉冲输出,输出频率最大为100kHz。PLC脉冲输出指令只支持“脉冲+方向”类型,由两个指定的输出端子决定脉冲输出与脉冲方向、脉冲数决定电机转动角度脉冲频率决定电机转动的速度。
伺服系统采用台达公司的ASDA-B2系列,B2系列伺服驱动器的主要参数设置为:P1-00为外部脉冲输入形式设定,设定值为2,表示选用“脉冲+方向”脉冲输入方式;P1-44为电子齿轮分子,设定值为80,P1-45为电子齿轮分母,设定值为1,即电子齿轮为80;电子齿轮比就是对伺服接受到上位机的脉冲频率进行放大或者缩小,其中一个参数为分子,一个为分母。如果分子大于分母就是放大,如果分子小于分母就是缩小。由手册可知电子齿轮为1时伺服电机每转一圈所发的脉冲数为160000,可知电子齿轮为80时电机转一圈所发的脉冲数为20000,电子齿轮越大,转一周的脉冲数越少,伺服电机转速越快。
图1为PLC与伺服驱动连接图。
2软件设计
软件设计包括两部分:触摸屏画面和PLC控制程序。
2.1触摸屏画面
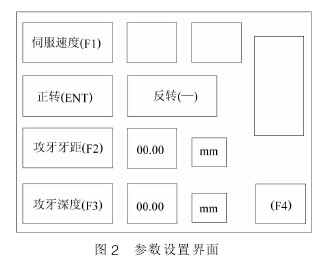
触摸屏为人机界面,可设置工作方式、参数等。在参数设置界面设置伺服电机的速度、攻牙牙距和攻牙深度,如图2所示。
系统有手动和自动两种工作方式,并且还设定有面板控制、触摸屏控制两种操作方式,在生产中多采用面板来控制攻丝机对工件进行加工。当系统发生故障时,有指示灯报警,同时在触摸屏上会自动弹出对应的故障信息供操作人员参考。
手动模式在系统调试时使用,操作人员可通过触摸屏或者面板上的按钮来实现电机的正反转,牙深与牙距由操作人员自己掌握。
在自动模式卜,当按卜触摸屏或者面板上的“正转”按钮时,PLC发出相应的脉冲给伺服驱动,进行工件的持续加工,按“反转”按钮停止、在触摸屏上显示正反转状态、加工零件的个数。
2.2 PLC程序设计
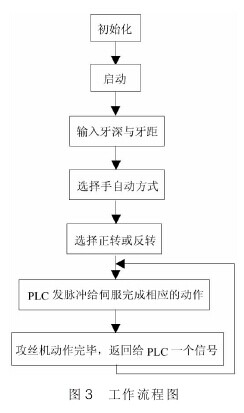
PLC工作方式包括自动与手动模式,自动模式时,PLC根据触摸屏输入的牙距与深度,使用浮点运算指令计算脉冲数和脉冲频率。浮点运算就是实数运算,当参数设置为小数时,浮点运算会精确到小数后面第六位。在PLC里运用指令将输入的无符号10进制数转化为浮点数,再将浮点数转化为整数,通过脉冲指令传送到伺服驱动器中、在用PLC运算时还要考虑到外部的机械齿轮比也就是减速比。
自动模式下,工作流程图如图3所示。
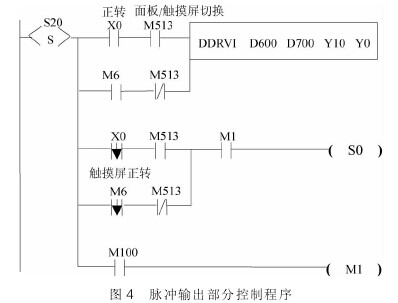
PLC使用“DDRVI”指令进行脉冲输出的控制,选用“脉冲+方向”脉冲类型,本指可在程序中多次使用,但是每次PLC执行程序时只能启用一组指令、当输出端子被“DDRVI”指令启动后,则一般的端子输出功能将会被取消,等指令关闭后,一般输出功能也将恢复、脉冲输出控制部分程序如图4所示,在此程序中YO为脉冲输出端子Y10控制脉冲输出的方向D600和D700指定脉冲数目和脉冲方向。
PLC控制的伺服系统应用于自动攻丝机,可对攻丝位移实现精确定位,精度达士0.1mm,保证了加工精度要求。该方法实现简单,成本低,提高了工作效率,取得了良好的效果。
 |
|
华东区客服 华南区客服 全国客服 |
 |
 |