
自二十世纪七十年代以来,双金属复合铆钉触头在低压电器行业中得到了极为广泛的应用。它已越来越多地在各种工业与民用场合中取代了以往的贵金属整体铆钉触头。
究其原因除了现代社会节约贵金属的要求日益迫切之外,另一个重要原因是双金属复合铆钉触头生产技术的革命性变化,即由原来那种传统法使用的多种工艺装备进行作坊式的单件生产转向由复合铆钉机自动生产。我国自八十年代初期引进第一台复合铆钉机以来,目前国内各类复合铆钉机的拥有量已是数以百计。其中很大一部分是国内于八十年代末自行研制成功的复合铆钉机及其仿型机和改型机。该系列铆钉机的最大特点是将传统的双刀剪切送料机构改成了单刀剪切送料机构。这一变化简化了系统机构及相应的刀具与模具系统,优化了整机结构,相应也提高了系统的传动精度,而且大幅度减轻了生产过程中机器调试的繁琐程度。这些优点使复合铆钉机在国内得到迅速推广。但用户在称赞它的同时也提出了一个问题,即该型机器很难做到刀具与模具系统的“完全”精确定位。按业内人士习惯上的说法就是或多或少地存在有“台阶”。
众所周知,复合铆钉机的调试就是在刀具系统与模具系统的联调中,使刀具相对于模具——两个剪切座和一个底模——实现精确定位。在双刀机系统中,由于底模与两个剪切座分别位于三块相对独立的活动模板之上,相互之间的位置都不会产生干扰,而且两把刀仅需分别与底模和一个剪切座定位,故调试比较简单,只要有足够的耐心和技能,刀具上的刀孔与模具上的三个孔都可以很好的实现“完全”精确定位。而在单刀机系统中情况却大不一样。底模是单独位于一块独立模板上,与刀具可实现精确定位,但是该系统中的两个剪切座却是位于同一块模板之上,相互间的距离是固定的,而刀具的停留位置则由剪切凸轮的轮廓曲线决定,是固定不变的。
当剪切凸轮的第一组工作曲线的升程S与两个剪切座的中心距L不同时,势必产生刀具与两个剪切座无法一同实现“完全”精确定位的问题。刀具与两个剪切座不能完全实现精确定位而导致的错位,习惯上称之为“台阶”。
在单刀机系统中,“台阶”的大小将直接关系到铆钉机能否正常工作,用户在购买和使用铆钉机时,往往也将有无“台阶”作为衡量铆钉机好坏的标准。所以不论是在铆钉机出厂前还是在用户购买和使用铆钉机的过程中,调试者都要尽一切努力来减小甚至是力图消除“台阶”。那么,单刀型的铆钉机是否就一定不能允许有“台阶”的存在呢?
众所周知,在机械加工过程中不可避免地存在尺寸公差。要想通过机械加工来获得两个完全一样的尺寸是不可能的。这就是说剪切模板上两个剪切座的中心距L与剪切凸轮的第一组工作曲线的升程S这两个在理想情况下要求完全一致的尺寸,在实际状态下是不可能完全相同的。问题的关键是如何在机械加工过程中合理地控制加工精度,使它们的尺寸公差处于一个尽可能小的范围,以减小它们之间的差距,从而达到减小甚至是消除“台阶”的目的。
相对而言,剪切座的中心距L与剪切凸轮的第一组工作曲线的升程S这两个尺寸,哪一个对“台阶”的尺寸影响更直接,更明显呢?我们知道,铆钉机在工作时,其模板都是固定在机体上的,由剪切凸轮推动剪切滑块使刀具分别与模具实现精确定位。当刀具的工作位置相对于模具的位置存在定位误差时便产生了“台阶”。当剪切座的位置与中心距L的大小都是相对固定且无法改变的时候,由剪切凸轮轮廓曲线的第一升程S推动刀具的行程S′的多少将直接决定刀具相对于剪切座的位置精度,即“台阶”的有无和大小。在这种情况下,如何控制凸轮轮廓曲线的第一升程S的尺寸精度才是确保刀具相对于剪切座的定位精度,减小甚至是消除“台阶”的关键所在。
遗憾的是,在铆钉机投放市场之初,受机械加工设备的限制,对于轮廓曲线极为复杂的凸轮淬火后,由于缺乏对其小尺寸内凹轮廓进行再次精加工的手段,我们只能将淬火作为凸轮加工的最后一道工序。也就是说,利用数控铣手段完成凸轮轮廓的最后精加工之后,凸轮的最终尺寸是在热处理工序中获得的。根据有关资料表明,工件在淬火过程中所发生的组织转变将引起工件尺寸发生畸变。有关参数见表1。按凸轮的结构尺寸、材料含碳量(9SiCr, 0.85~0. 95%C)可知,按常规方法淬火后的凸轮在其最大半径(115mm)处可能产生的尺寸畸变最大可高达0.9mm以上,在最小半径(55mm)处产生的尺寸畸变也可能高达0.4mm以上。也就是说凸轮在淬火后将完全丧失其在前面的精加工当中所获得的精确轮廓尺寸。虽然在实际加工过程中已尽了极大努力来改进凸轮的加工工艺,如根据淬火变形趋势来确定凸轮的淬火毛坯的精确尺寸、多方改进热处理工艺等,以期将淬火尺寸畸变控制在期望的预设余量之内。但是由于淬火过程中存在的热应力和组织应力以及凸轮本身材质的金属化学成分和冶金组织变化的不均匀性等诸多的不确定因素都会影响到淬火尺寸畸变,所以,淬火后凸轮的轮廓尺寸精度还是不能完全达到设计要求。在这种情况下,在铆钉机的整机调试过程中,对凸轮进行人工修磨就成为确保刀具与模具实现有效精确定位的唯一选择。这种情况一直持续到二十世纪90年代中期。随着现代科技的飞速发展,诸如慢走丝线切割机床、数控磨床等一批先进的机械加工设备逐渐在机械加工行业普及,使得我们有机会对凸轮的加工工艺进行重新考虑。通过将数控磨削手段引入到凸轮的加工工艺当中,现在加工的凸轮其轮廓尺寸的精度已经能达到0. 005mm之内。实践证明,用新工艺加工出来的凸轮,装机调试时无须实施人工修磨便可实现刀具与模具的有效精确定位,完全达到了凸轮的设计精度要求。那么,在目前所能达到的加工精度下,单刀型铆钉机能否做到刀具与模具的完全精确定位,即不存在任何“台阶”呢?
影响双金属复合铆钉成型的因素主要有几方面: (1)触头结构尺寸,包括头脚的直径、长度、厚薄等;(2)变形参数,包括变形速度、变形量等; (3)线材参数,包括线材的机械物理性能和剪切断面质量等。其中由刀具与剪切座相互作用产生的仅有线材的剪切断面质量。而影响线材剪切断面质量的因素,除了线材本身的机械物理性能之外,也就只有铆钉机的剪切间隙了,即刀具与剪切座之间的轴向距离。当线材进入刀孔之后,对线材的剪切则是由刀具与剪切座之间产生的径向位移来完成的。这里用一个不太恰当的比方,即对线材的剪切是由铆钉机的刀具与剪切座之间的“台阶”不断“成长”来完成的。只要适当地调整铆钉机的剪切间隙,便可获得满意的剪切断面质量。
至于剪切断面质量以及前面所提到的诸多因素如何影响双金属复合铆钉触头质量的问题,已有过许多论述,在此不再复述。至此,我们可以说,只要保证线材通过剪切座后能够顺利进入刀孔,刀具与模具间的细微错位(即“台阶”是不会影响到铆钉机的正常工作的。
但是,并非所有的铆钉机的调试者都能认识到这一点。他们仍试图消除他们能够探知的任何“台阶”。例如过度预紧凸轮拉杆以达到减小轴承间隙的目的,甚至于对凸轮进行人工修磨。这样做在表面上也许会达到一定效果,但会导致深层的负面影响。
过度预紧,使凸轮与轴承的接触应力急剧增加,且轴承易产生形状畸变;人工修磨后的凸轮,其轮廓尺寸精度遭到破坏,导致主副凸轮的共轭精度降低,这将会严重恶化机床传动链的工况,加剧凸轮与轴承系统的磨损和疲劳进程,使机器故障率升高,可靠性降低,严重的甚至无法达到设计寿命。国内某企业就曾有过一台经人工修磨凸轮后刀具与剪切座配合得“天衣无缝”的新铆钉机在短短两个月内因数次拉断拉杆而无法正常运行,最后不得不更换凸轮的实例。这种努力的结果最终只能使凸轮淬火后的精加工工序完全丧失其意义。
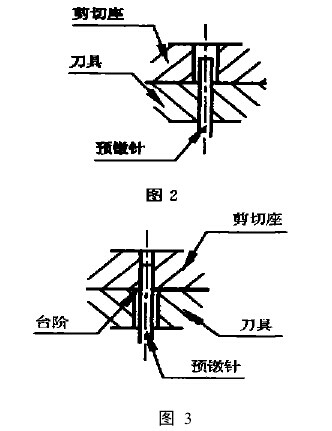
以上所讨论的“台阶”均为刀具与剪切座在水平方向的位置误差。至于他们之间可能出现的“高低台阶”(即两个剪切座的单边“台阶”一上一下,如图1)则是由于模板位置发生倾斜所导致,这可以通过修磨模板两边的调节斜块来予以纠正。这一工作在新机出厂前即已完成,在铆钉机的使用过程中出现这种情况则多为剪切座同轴度超差所致,这种情况较为少见。此外,由于使用过程中的正常磨损,在实际生产过程中将新旧模具混合使用也会影响到“台阶”的存在和尺寸。例如将新刀具与旧剪切座混合使用,由于刀孔较剪切座孔小,也许就不存在可以探知的“台阶”,如图2;而将旧刀具与新剪切座混合使用,由于刀孔较剪切座孔大,在调试时虽然存在有可探知的明显“台阶”,但此种状态下的铆钉机仍然可以照常工作,如图3。但是,这些“台阶”非本文所讨论的“台阶”,在此不再叙述。
 |
|
华东区客服 华南区客服 全国客服 |
 |
 |