对于
攻牙机或者
钻孔机的的那些钻头我们来为大家做一下分类,以及主要为大家讲解下标准麻花钻头。
钻头的种类很多,按其形状或用途,一般分为麻花钻、扁钻、中心钻、铣钻、板钻等。
标准麻花钻头的用途较广泛,麻花钻又分为直柄和锥柄两种,如下图所示。其构造由下列三部分组成。
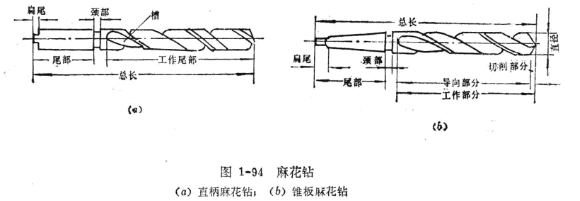
钻柄:又称尾部,起传递动力和夹持定心的作用。一般情况下,小直径钻头制成直柄,大直径钻头制成锥柄。
钻颈:又称颈部,制造时磨削用的退刀槽。直径尺寸较大的钻头在此部位注明钻头材料和直径尺寸。
钻身,又称工作部分,是钻头的主要部分,起导向和切削作用。钻身包括导向部分和切削部分。导向部分是螺旋槽和刃带,螺旋槽的作用是排除金属屑和导入冷却液(或润滑油),刃带的作用是定位和减小钻头与孔壁的摩擦。钻身的切削部分,见下图所示。
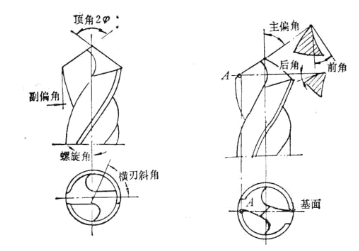
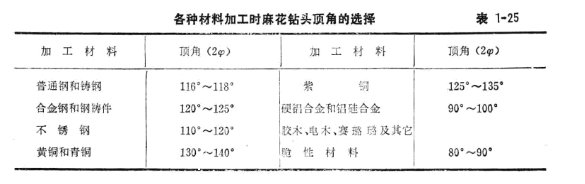
标准麻花钻使用一段时间后会变钝,或新钻头的角度与需钻孔的材质不适应时,都需要进行刃磨。列磨的部分是两个主后面,刃磨的要求是各个角度应符合要求。顶角2φ;可按材料不同来选择,见下表
前角:钻头的前角是变化的,靠近外缘处嫩大,靠近钻心部分最小,甚至是负前角,大约一30°~+30°
后角:钻头的后角也是变化的,靠近外缘处后角最小,约lO~15°;靠近钻心部分的后角最大,约20°~266°
螺旋角:通常指螺旋槽棱边(展开成直线晤)与钻头轴线之间的夹度。标准麻花钻的螺旋角按不同的钻头直径分别做成18°~30°;直径10~80毫米麻花钻的螺旋角均为30°。
横刃斜角t横刃为两主切削刃的联接线,也就是后面的交线,横刃斜角一般为55°。
钻头在砂轮上刃磨时,应先检查砂轮是否表面平整或是否跳动。一般姿势是左手握钻柄,右手持钻身。左手靠在支架上作为钻头支点,右手按逆时针方向摆动钻头。当主切削刃与砂轮接触时,压力略加大,如此往复数次,磨好一面然后再磨另一面。磨后检查钻头的两个主叨削刃是否对称,如不对称,则钻的孔大于钻头直径,严重时甚至会将钻头折断。



