
振动攻牙的整个加工过程是连续的,近似于一种脉动切削。在一个振动周期中,只有一个运动段投入切削。刀具和最新切削区时切时离,在一个切削循环过程中,刀具在很小的位移上得到很大的瞬时速度和加速度,在局部产生很高的能量对被切削区材料作冲击作用,从而有助于塑性金属趋向脆性状态;有助于塑性变形减小,摩擦系数降低,切削力大大降低。同时刀具、切削刃和最新切削区间断接触,使得切削层几何参数周期性地发生变化,较好地解决了断屑问题。刀刃和切削区的或贴或离,使切削区很难生成大量切削热,且在切离时,刀具和工件处于散热状态,起到冷却效果,又保护了刀具,延长了刀具使用寿命。从以上分析,不难看出,振动攻牙中诸多工艺因素朝着有利于减少切削热和切削力,有利于断屑方向优化,从而最终有利于提高攻牙机的加工效率,提高丝锥寿命,保证攻牙加工质量。

振动攻牙按照丝锥振动频率的不同可以分为低频振动攻牙和高频振动攻牙。攻牙由于工艺本身的限制,切削速度不能太高,采用高频振动容易使丝锥和工件之间发生剧烈的摩擦产生高温,使得丝锥退火,不利于攻牙的进行,故一般采用振动频率低于几百赫兹的低频振动攻牙。振动攻牙有其特殊性,即丝锥除了常规攻牙时的圆周进给之外,还要围绕其中心准确地沿着螺纹升角方向进行振动。因此从丝锥与工件的相对振动设计方案角度分析,一般有以下四种形式:(1)工件不动,丝锥沿圆周方向作回转运动并沿螺纹螺旋升角方向作振动;(2)工件沿圆周方向回转,丝锥沿螺旋升角方向振动;(3)工件沿螺旋升角方向振动,丝锥作回转运动;(4)丝锥不动,工件沿圆周方向回转运动并沿螺旋升角方向作振动,如图 3.1。由于工件或大或小和不规则性,往往回转和振动都较困难,在大多数振动攻牙设计中,采用的是图 3.1(a)的形式。本研究采用工件不动,丝锥回转并周期性进退的振动攻牙方案。
1、低频振动攻牙的扭矩特征
振动攻牙与普通攻牙有不同的切削机理,其切削扭矩也不同于普通攻牙。
由于丝锥有相对于工件的后退运动,所以在攻牙过程中会出现负扭矩,所以理想的扭矩模型如图 3.2 所示。
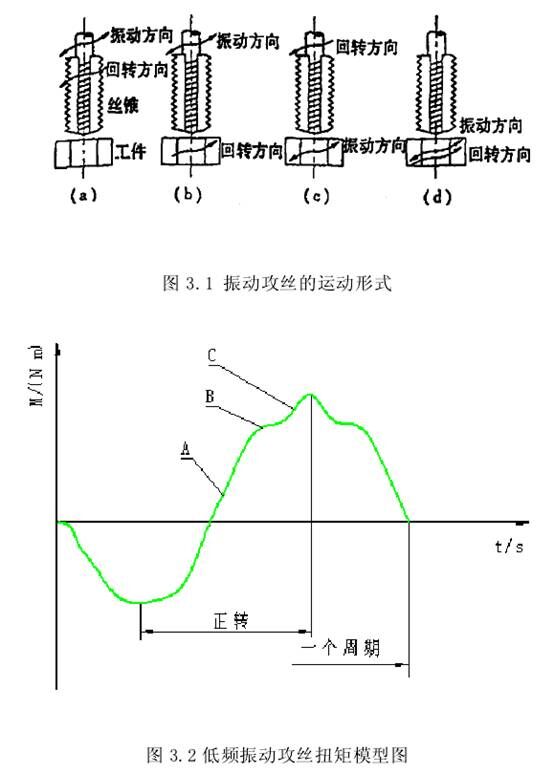
振动攻牙在一个振动周期的切削性态反应了振动攻牙的动态切削性能,直接影响振动攻牙的切削效果。在振动攻牙时,丝锥是按正弦规律振动(随着振动频率的升高这一特点更加明显),从图 3.2 可看出:
1)正转部分经历扭矩直线增大的A段,保持不变的B段和上升到最大值的C 段这三个扭矩变化阶段,而反转则基本上是正转的逆过程;
2)从正转的三个扭矩变化阶段分析扭矩 A 段是从反转变为正转后的摩擦阶段,主要承受摩擦力矩;扭矩保持不变的 B 段,丝锥处于修正切削阶段,这时切除的金属材料是丝锥反转后,金属材料部分弹性变形恢复,使三角形牙形夹角变小,丝锥再次切除这一部分金属,而扭矩的这一水平直线的长度与正反转比例和切削速度的综合作用有关,即与反转振幅有关,这一段对攻牙精度有较大的影响。从实验结果看 ,反转振幅越大,振动攻牙的平均扭矩越小,螺纹的牙形精度越高。C 段开始,丝锥回到上一次正转切入的终了位置,开始继续切入工件实体,扭矩进一步增大,最后进入反转过程。
3)从扭矩图可以看出,扭矩峰值的大小与摩擦扭矩的增大程度有关。摩擦扭矩则与润滑状况、丝锥发热情况、断屑情况有关,而振动攻牙的三个工艺参数对这一部分的长短、斜率有影响。因此合理选择工艺参数组合,可减小扭矩峰值。
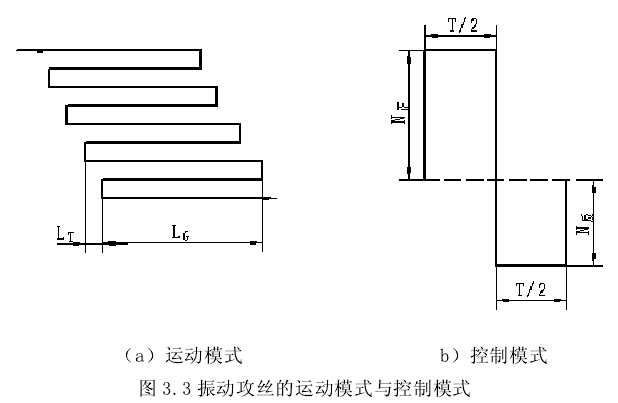
2、振动攻牙工艺参数
振动攻牙的基本工艺参数是振动频率 F、回退量(双振幅 2A)LG、每周期净切削量 LT以及切削速度 V。它们的控制方法如图 3.3 所示,电机主轴周期性正反转,但正转(攻牙进给方向)的行程大于反转的行程,正反转行程之差为每一振动周期的切削量 LT,反转行程为回退量(或双振幅)LG。
 |
|
华东区客服 华南区客服 全国客服 |
 |
 |