
刺铆压扁机构是铝电解电容器生产中铆接工序的核心机构,其工作质量的好坏直接影响铝电解电容器质量。以往铆接工序的改进一般采用加大铆接压力、改变刺铆针四棱锥角度、改变铆接模凹模孔径等,这些方法有一定的效果,但仍会发生损耗角正切和电容量不稳定的现象。刺铆压扁机构通常以中高速运行,不可避免地带来振动与冲击,使得铝箔与引线铆接点产生毛刺、间隙,接触电阻增大。我们以生产LED专用铝电解电容器的某型全自动铆接钉机为例,通过分析并改进其刺铆压扁凸轮的方法来改善产品质量。

1、现有凸轮运动性能分析
刺铆压扁机构是某型全自动铆钉机的重要机构。它由压针凸轮带动连杆机构,然后给铆接模动力,完成穿刺、铆压两个动作,刺铆工序流程如图1所示。
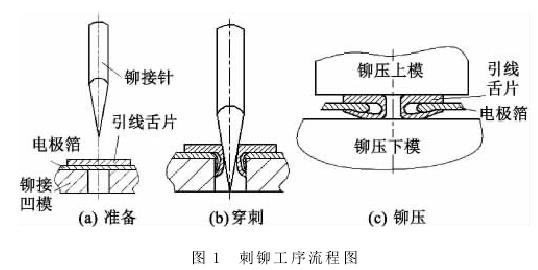
该铆接压扁机构为典型的凸轮连杆机构,具有较高的精确性,可适应各种设计条件的限制。凸轮旋转一周通过连杆由打击杆带动铆接模具依次完成刺铆、铆压两道工序,生产速度为每分钟铆接100次。
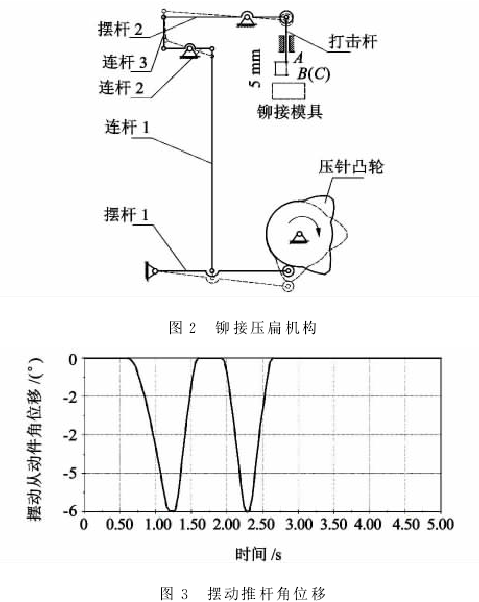
已知凸轮基圆半径为67.5 mm,摆杆从动件长度270mm。刺铆压扁机构简图如图2所示,图中八点为铆接模具原始位置,B点为刺铆位置,刺铆动作完成后,铆接模具复位到原始位置并平行移动至压扁工位,压针凸轮通过连杆由打击杆再次推动铆接模实现铆压动作,C点为铆压位置。
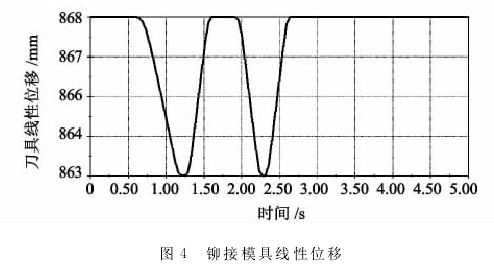
在铆接模具安装位添加适当的力,设置一个周期为5、,由仿真可判断机构运动与设计是否相符,得凸轮摆杆的角位移变化如图3所示。
两次推程凸轮摆杆角位移幅值都为60,这个过程中铆接模具线性位移为5 mm,满足设计要求,运动曲线如图4所示。
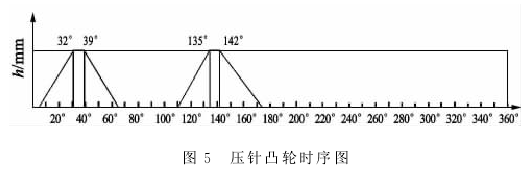
以刺铆推程为例,为了获得压针凸轮摆杆运动规律,采用多种曲线拟合后发现二次多项式误差最小,拟合数据误差平方和为0. 038,确定系数为0. 99950其余4段曲线也采用类似方法分析,结果表明该机构中凸轮摆杆两次推程、回程均为二次多项式运动规律,凸轮时序如图5所示,即设备运转1周(3600)刺铆压扁机构的工作流程如表1所示。
测量铆接模具速度及加速度的仿真结果如图6和7所示。
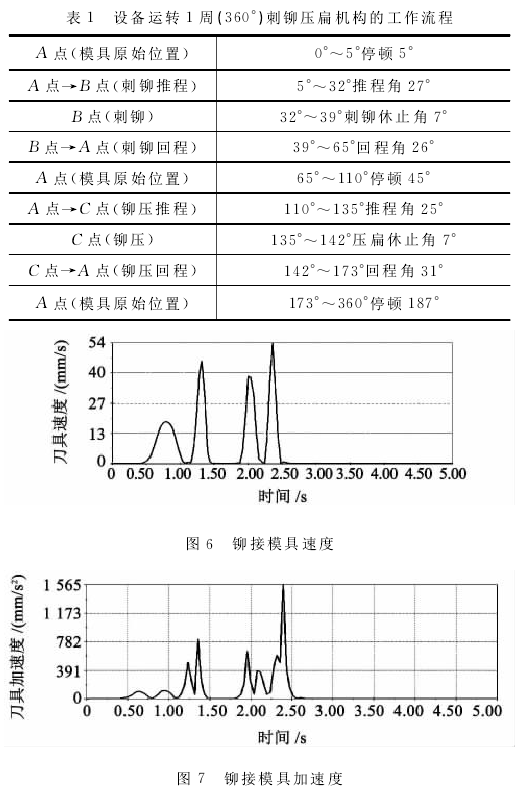
仿真结果表明,铆接模具工作速度具有一定连续性,但幅值较大,导致机构具有较大的惯性和刚性冲击,且加速度曲线突变剧烈,表明该机构具有较大的柔性冲击。这将使刺铆针不可避免的发生偏斜、抖动,从而造成打孔位置的不精确,刺铆花瓣产生毛刺,使得电容器短路;铆压冲击过大还容易发生裂箔现象。因此,从减小速度及加速度突变方而来增加机构的运动平稳性。
而当刺铆压扁机构改进设计后,稳定了电极箔与引线间的铆接接触电阻,电容损耗值DF、漏电流LC、等效电阻ESR值都有下降,电容器容量上升,产品的电性能参数质量有明显提高,减缓了铝电解电容器容量和损耗角正切值劣化,可延长电容器有效工作时间。
应用仿真软件对全自动铆钉机刺铆压扁机构凸轮运动性能进行逆向分析,运动仿真表明该铆钉机构的振动与冲击对铝电解电容的加工质量有很大影响。
凸轮从动件运动规律的选择不合理以及凸轮廓线的突变是铆钉机运动不稳定的主要原因。
为了解决这一问题,凸轮摆杆从动件改用五次多项式运动规律。计算出按照五次多项式运动规律的凸轮理论与实际廓线点及行程的新凸轮三维模型。
结果表明,改进后的铆接模具速度及加速度幅值及突变减小,机构运动平稳性增加。在实际生产过程中,铝电解电容器加工质量明显提高,对延长LED使用寿命有很大意义。
 |
|
华东区客服 华南区客服 全国客服 |
 |
 |