
在仪器仪表、电器通讯、五金及汽车零配件等制造行业中,金属结构零件多以铆接形式相互联结。摆动式圆周运动铆接法是目前广泛使用的铆接技术,在铆接过程中铆钉变形主要在切向,垂直方向作用力大而径向作用力较小,使铆接出的工件变形较大,表面粗糙度差,铆接质量不高。

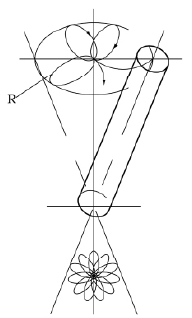
径向变形铆接技术是当前最先进的铆接技术。其铆接方法是铆冲头在铆接时,以相切于圆周的梅花状的R轨道“径向运动”,每个梅花状的R轨道都在圆周中心相交,铆钉端部材料受到较小的轴向力,使铆头和铆钉之间很小的接触区域内的铆接达到屈服点,使被铆材料沿径向流动,使其径向变形大于切向变形。铆钉在径向向外、向内和切向垂直3个方向膨胀,这种膨胀符合金属变形的自然方向。铆钉接触面在铆接金属上完成一个类似滚压的运动,在铆接件和铆钉之间产生一个理论上的点接触层,当有铆接力作用时,这种点接触部分转变为面接触,因此只需一个很小的作用力作用在铆钉上,就能使铆接质量得到提高。该铆钉机运动巧妙独特,可使用于各种型号规格的空心及空铆钉、翻边等工序中,铆接陶瓷器皿不易破碎,可提高被铆接件的联结强度及表面质量,铆接点质量可通过视觉检查。该铆钉机可使用各种材质的标准铆钉,可使用各种标准化铆冲头进行铆接,还可使用不同型式的特殊铆冲头铆接零件。图1为两种特殊铆接冲头类型。该机在垂直轴向上的压力可由气压与液压来实现,压紧力可精图2梅花状径向铆接法确地无级调节,因此可开发成气动或液动铆钉机;同时可根据铆接零件的大小,整机可做成台式或立式。其运动原理见图2。
在电器制作行业中,接触头的铆接点非常多,这些部位的加工费时费事。在长征电器厂低压开关生产线上将该铆钉机作为组装冲铆压工序的冲铆配套设备,在生产线上台式布置,可铆接铆钉直径在10 mm以内的各种接触头部位的铆接,铆接出的工件质量符合产品工艺要求,生产效率得到较大提高。配套铆钉机的主要技术参数为:最大压铆力为3.5 kN;铆头转速为639r/min;铆头斜度为6.860;最大油压为6.3 MPa;电动机功率为2.2 kw;铆接时间为2一45;梅花状叶瓣为11叶;内齿轮齿数为33;外齿轮齿数为27;偏心距为7 .5 mm。
我们通过对梅花状径向铆钉机的运动结构分析,推导出适用于该类径向铆接运动要求的参数方程,对该类运动的设计提供参考。该铆钉机作为组装冲铆压工序的冲铆配套设备在低压开关生产线上应用,提高了产品工艺质量和生产效率。该设备可根据企业的生产需要开发成台式或立式,使该技术在企业广泛普及应用,提高机械加工工装技术水平。
 |
|
华东区客服 华南区客服 全国客服 |
 |
 |