
母线是指在变电所中各级电压配电装置以及变压器等电气设备和相应配电装置的连接部分,由高导电率的铜、铝质材料制成,大都采用矩形或圆形截面的裸导线或绞线。母线的作用是汇集、分配和传送电能。
对于传统的母线生产,劳动强度大,生产效率较低,产品质量有限。因此己经不能满足母线需求单位的要求。为此,娄星为大家介绍了一种基于数据库以及以太网络控制的母线自动铆钉机控制系统设计,以减轻工人的劳动强度,进一步提高工作效率和生产效率。

1、自动铆钉机控制系统概述
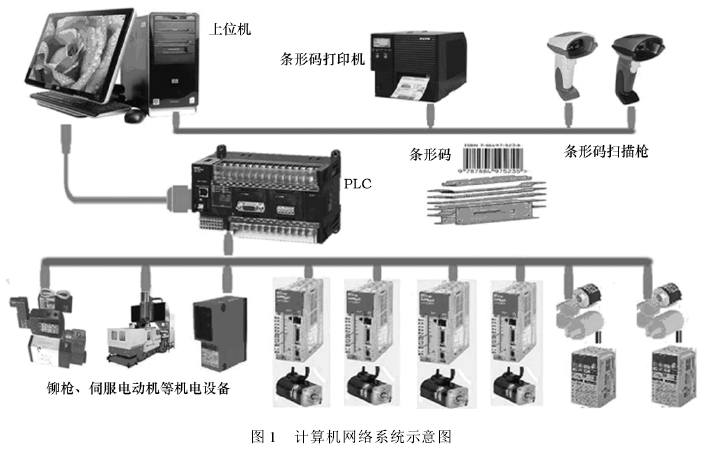
计算机网络系统示意图如图1所示,系统使用VC ++6.0软件中的微软类库(MFC)编程环境编写上位机软件,此软件包含母线信息的数据库,并通过以太网向下位机可编程控制器(PLC)传输铆枪动作指令。
使用条形码打印机打印母线唯一的条形码标签,并为各种母线的种种信息建立数据库,相应的条形码作为上位机母线数据库的索引。工控设备采用OMRON系列PLC为主要控制设备,当接收到上位机的指令信息时控制伺服设备、铆枪设备等进行相应动作。
2、数据库选型与设计
VC ++6.0软件提供多种类的接口技术支持数据库编程,例如ODBC,DAO,OLE /DB,ADO等等接口。通过这些接口可以直接操作SQL Server,Microsoft Access等多种数据库。ADO接口还具有易于使用和熟悉的界面、查询数据的速度高以及占用较低内存的优势。根据铆钉机项目的特点和需求,经过查阅资料,相互比较以及实际试验,最终选择利用ADO接口访问和操作MicrosoftAccess数据库以满足实际需求。
ActiveX数据对象(ActiveXData Objects,ADO)是Microsoft提出的应用程序接口(API ),用以实现访问关系或非关系数据库中的数据。ADO是对当前微软所支持的数据库进行操作的最有效、最简单和最直接的方法。可以使用ADO去编写紧凑简明的脚本语句以便连接到Open Database Connectivity ( ODBC)兼容的数据库和OLE/DB兼容的数据源。
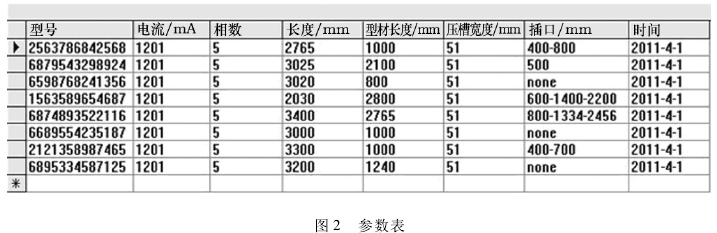
数据库的创建如下:首先建立Access数据库,建立参数表。然后将创建的数据库添加到系统数据源ODBC的“用户DSN”中。将数据库连接到应用程序的步骤为:第1步,建立MFC单文档程序。第2步,取y数据库查看使用文件支持”,并通过命令Data Source去浏览己经存放在ODBC中的数据库及其数据库中的一个表。这里选择刚刚注册的Access数据库及其建立的参数表。最后在MFC界面上插入MicrosoftData Grid Control 6.0(SP6)(OLEDB)和Microsoft ADO Data Control 6. 0 ( SP6) ( OLEDB)两个ActiveX控件,并进行相应设置,用来与数据库连接并且显示相应参数信息,参数表如图2所示。图2中插口数据间的“一”为两个插口间分隔符。自动铆接系统中的数据库记录了各种型号母线的相关参数,例如母线电流、相数、长度、插口、压槽宽度和型材长度等等。
3、上位机与PLC通信设置
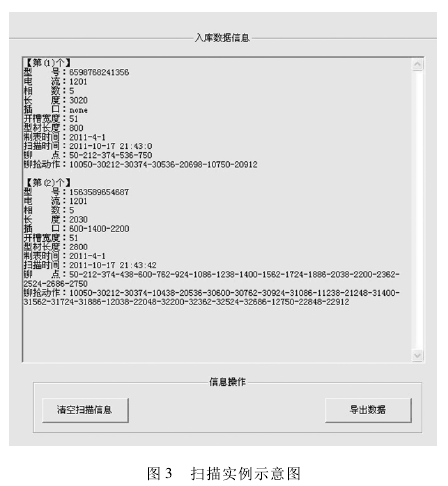
扫描仪采集到数据之后,与数据库型号对比,得到本型号的型材长度和插口位置,经计算得到铆点位置和铆枪动作。本系统需要实时响应,当扫描得到铆枪动作后要及时将信息写入PLC,便于PLC做出反应;扫描实例示意图如图3所示。由图3所示可知,该系统的信息传输量较大,对于型材长度为2 800mm,插口数为3个的母线要传输24个5位数。若采用传统的RS 232C或者RS,85通信协议己经不能满足需求,经过需求分析,最终选择OMRON公司的CP1 H系列PLC,此PLC可以扩展以太网网络模块,而且此PLC拥有自己的FINS /TCP传输协议。
按照FINS /TCP协议,首先对PLC的网络模块进行设置[#],把IP地址设置为58. 198. 74. 102,子网掩码为255. 255. 255. 0,FINS /TCP端口设置为缺省(9600)。然后将PLC网络模块的硬件旋转Node No开关拨为66,就是58.198.74.102的102 (10进)= 66(16进)。
MFC程序中使用微软提供的WindowsSockets网络程序设计接口来进行上位机与PLC的 FINS/TCP通信。图4所示为FINS/TCP通信指令格式,分为指令头(FINS header)、指令命令(FINS command)和指令数据(FINS parameter/data)。
4、结语
经过实际操作,当系统运行时,操作人员通过扫描枪扫描母线上的条形码,计算机得到扫描的条形码后与数据库的条形码数据进行比较,并搜寻相关母线信息。数据库没有相关信息会提示“数据不存在”,如果有会根据厂商的实际要求按照一定算法进行运算,得到自动铆钉机的铆点位置和铆枪动作,见图3。铆枪动作同时会通过以太网发送给PLC,PLC即按照上位机的运算结果控制伺服设备、铆枪设备等进行相应动作,达到了提高母线生产质量以及母线生产自动化目的。本系统已经在东莞市娄星机械有限公司的自动铆钉机设备中成功应用,效果良好。
更多关于一种母线自动铆钉机控制系统设计,请下载附件:![]()
 |
|
华东区客服 华南区客服 全国客服 |
 |
 |