
攻丝几乎是小螺孔加工唯一完全可行的工艺方法特别是对于1-5mm小直径螺孔,目前应用最多的还是半自动动攻丝方法攻丝的深度需要人工掌握生产效率低劳动强度大不适应现在自动化大规模生产我们设计了一种自动攻丝机解决了以上问题。
自动攻丝机结构方案的确定
因为要准确控制攻丝的深度也就是控制攻丝的圈数而且在退刀的时候也要反向旋转相同的圈数;需要使用步进电机或者伺服电机控制相比普通电机,步进电机具有能够实现精准的转角转向控制的优点但步进电机只能实现开环控制没有位置反馈出现超载丢步或者出现误差时不能够自行补偿,总体精度和负载能力以及矩频特性都不如伺服电机但伺服电机的成本比较高应用不广泛本系统步进电机驱动的方式采用每个工作循环都可以进行一次原点矫正的方式来弥补步进电机容易丢步的缺陷满足设计要求。
自动攻丝机的主要结构如下图所示机器主要由提供支撑的底座、关节1、关节2、关节3和关节4运动系统组成肩四个自由度汾别用步进电机驱动。
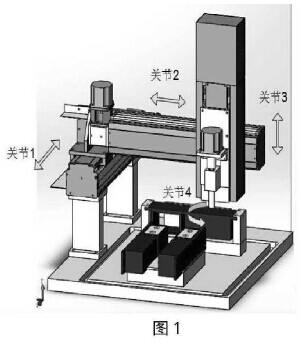
关节1、关节2、关节3分别包括同步齿形带和两个带轮L带轮与主运动电机相连,在它的驱动下同步齿形带沿坐标轴方向往复运动分别实现X轴、Y轴和Z轴方向的运动和定位主轴用步进电机通过联轴器实现回转运动。
攻丝的过程中切削力绕着丝锥的轴线方向主轴提供转矩X车由和丫轴承受负载很小采用同步带进行传动_攻丝属于自为基准的工艺过程同步带传动既可以满足攻丝位置的定位精度要求又有一定的柔性浮动范围,能够在一定程度上对定位误差进行自行修正,保证加工精度同时保护丝锥不受损伤和折断Z轴采用丝杠传动在攻丝的过程中丝锥进入底孔受到轴向力肩利于丝锥顺利进入底孔进行攻丝丝杠螺母机构既能保证进给的运动精度又能够承受一定的轴向负载保证螺距的精准性攻丝机主要加工M3, M4等小孔加工材料为铝材」切屑力不大厂般不超过1.5N.M攻丝的主运动通过步进电机与主轴相连实现。
自动攻丝机的工作原理和过程
主要的动作包活决进、工进、工退和快退4步。
(1)决进:快进是在丝锥尚未接触到工件前的空行程,为了减少辅助时间提高设备性能快进要以较快的速度运动_可以通过编程来控制一般达到10mm/s。
(2)工进:主轴驱动步进电机使主轴正转,同时沿Z轴向下运动主轴每转动一圈Z轴同时移动一个螺距到达设定的攻丝深度.
(3)工退:工退时主轴驱动步进电机使主轴反转同时沿Z轴向上运动,主轴每转动一圈Z轴同时运动一个螺距,直至攻丝开始的位置,攻丝结束虽然不攻丝,由于摩擦力的作用,丝锥退回是力矩还较大,综合考虑设备的效率,设定速度为6mm/s。
(4)快退:快退与快进基本相同,只是改变步进电机的旋转方向可以较快的速度返回。
自动攻丝机的控制系统
自动攻丝机的控制系统采用单片机进行控制执行部件包括:
步进电机带动三个平动装置和一个转动装置每个坐标轴安装一个位置传感器海次开机复位一次找到各自坐标系原点控制系统发出一定数量的脉冲执行机构根据脉冲数进行运动确定攻丝点位_主轴根据螺纹参数进行攻丝控制系统框图如下图所示。
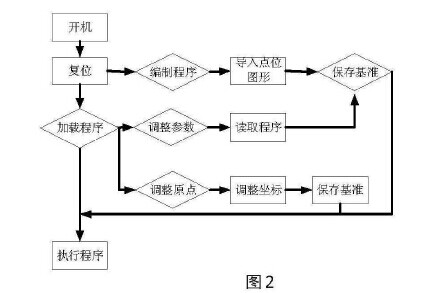
1.复位开机后首先要执行复位操作本机采用的是开环控制每次开机后首先要执行复位的动L。
2.任务选择执行复位动作后开始选择任务根据加工对象的不同选择预先设定好的任务即选择加工程序本机可以预存100个不同的工作程序可输入不同的号码选择不同的程序在外接的控制盒把播码开关上的数字键调整到需要的号码,此时控制盒上的绿色指示灯闪亮两次按下加载按钮此时控制盒上的绿色指示灯亮起程序加载成功。
3.开始工作和基准点调整程序加载成功后按下控制盒上的绿色运子科安钮,攻丝机按照设定好的程序进行攻丝动作由于工作的过程中外界因素的影响工件相对于主轴的位置可能会产生一些误差需要进行基准点调整使得工件坐标系原点与实际工件的坐标特征点重合。
4.程序的设定与保存攻丝机采用的是专用的软件编程上位机采用PC机在软件绘图界面上可进行攻丝孔位的坐标点绘制也可以由CAD图形直接导入针对不同的螺纹需要分别进行参数设定主要包括螺距攻丝深度或圈数攻丝的切削速度或主轴转速等计算机与攻丝机通过串口数据线连接,将程序下载到机器工作时可以断开计算机编程和工作可以分开进行肩利于提高效率。
程序编制过程中需要对外围的参数进行设定例如空走的速度、主轴抬起高度、一次程序运行结束后是否需要复位等。
空走速度是指XYZ轴在寻找攻丝点位的过程中行走的速度这个速度一般比较高几十至几百毫米每秒这样有利于节省非工作的时间提高效率。
主轴的抬起高度是指每个孔位攻丝结束后主轴要抬起一定的高度快速运动到下一个攻丝孔位进行攻丝抬起高度的设定要依据工件的外形和尺寸对于外形凸起不高表面比较平整的零件来说可以把抬起高度设定的低一些以便减少空走的行程节省时间反之则要把抬起高度设的高些以防止主轴碰到工件或者夹具的非加工部分。
每次任务执行完成后可以设定让主轴复位,主轴处于机器的坐标原点的位置肩利于增大操作的空间便于更换零件对于较小的零件;
不需要进行复位便于减少空走的行程节省辅助时间
通过对目前小孔径螺纹攻丝时遇到的困难分析,设计一种自动攻丝机对攻丝机的机械结构和控制系统进行设计采用步进电机和同步带传动满足使用要求同时降低了成本。
 |
|
华东区客服 华南区客服 全国客服 |
 |
 |